Charcoal Air Filter Housings
With this project we had a client come to us with respiratory issues and had a very strict requirement for clean air. These are two projects rolled into one, one of which we had something to improve, a premium OEM passenger vehicle pleated paper filter which is charcoal impregnated. And the other we had to create from scratch, creating a charcoal filter basket to fit an existing housing that would be secured to the top of a motor home.
Housing number one was fairly straightforward, measuring the existing filter, mocking it up in CAD and then creating a sheet metal part that will be a slide in replacement. The one thing to note (that the pictures don’t show) is that with a slide in metal box, there would be a concern about vibration noise, so we made the part smaller and lined two of the edges (like the OEM filter) with black felt.

Here are the 18ga 304 stainless steel pieces cut on the CNC table, lightly orbital sanded to give a consistent finish and self-clinching fasteners CLS-440 (otherwise known as PEM’s) installed. Note you can lightly see the plate marked bend bend lines for the piece on the right. It makes bending material so much easier and faster! It beats having to create a flat pattern drawing and dimensioning all the bend locations, then using a pair of calipers and scribing those locations onto the part. It’s all done during the CNC process. Also due to the small size of hardware (#4-40) and the tolerance on the hole needed for a self-clinching fastener, all the holes were centermarked with the plate marker and easily drilled out to the correct size. The piece of the left had the holes drilled and countersunk to allow the countersunk undercut screws to fit flush and ensure no binding when it is installed.

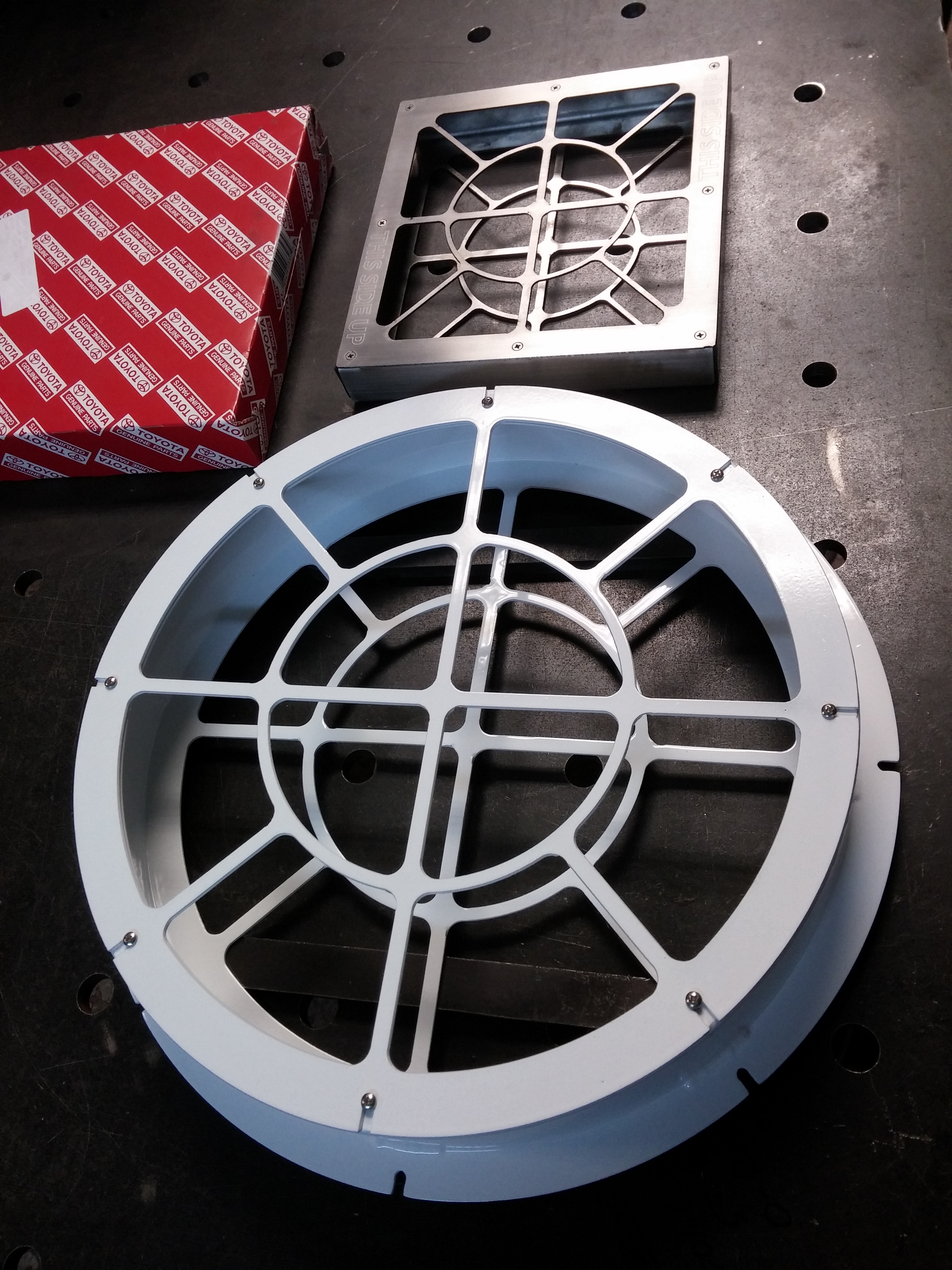
The OEM piece and the custom piece (still need holes drilled in the cover). Onto the next one!

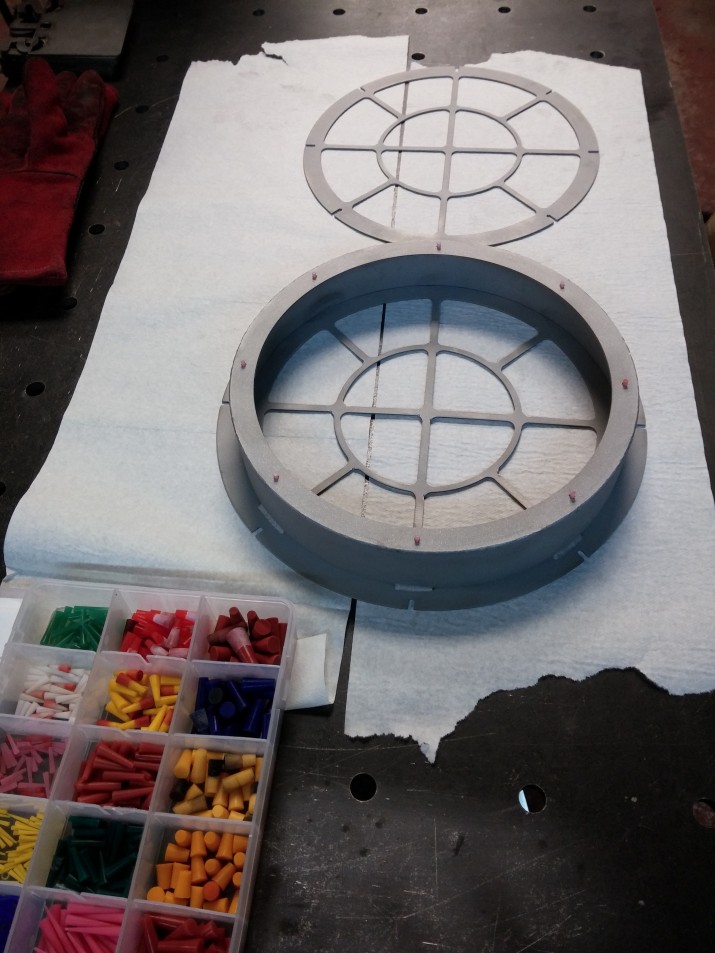
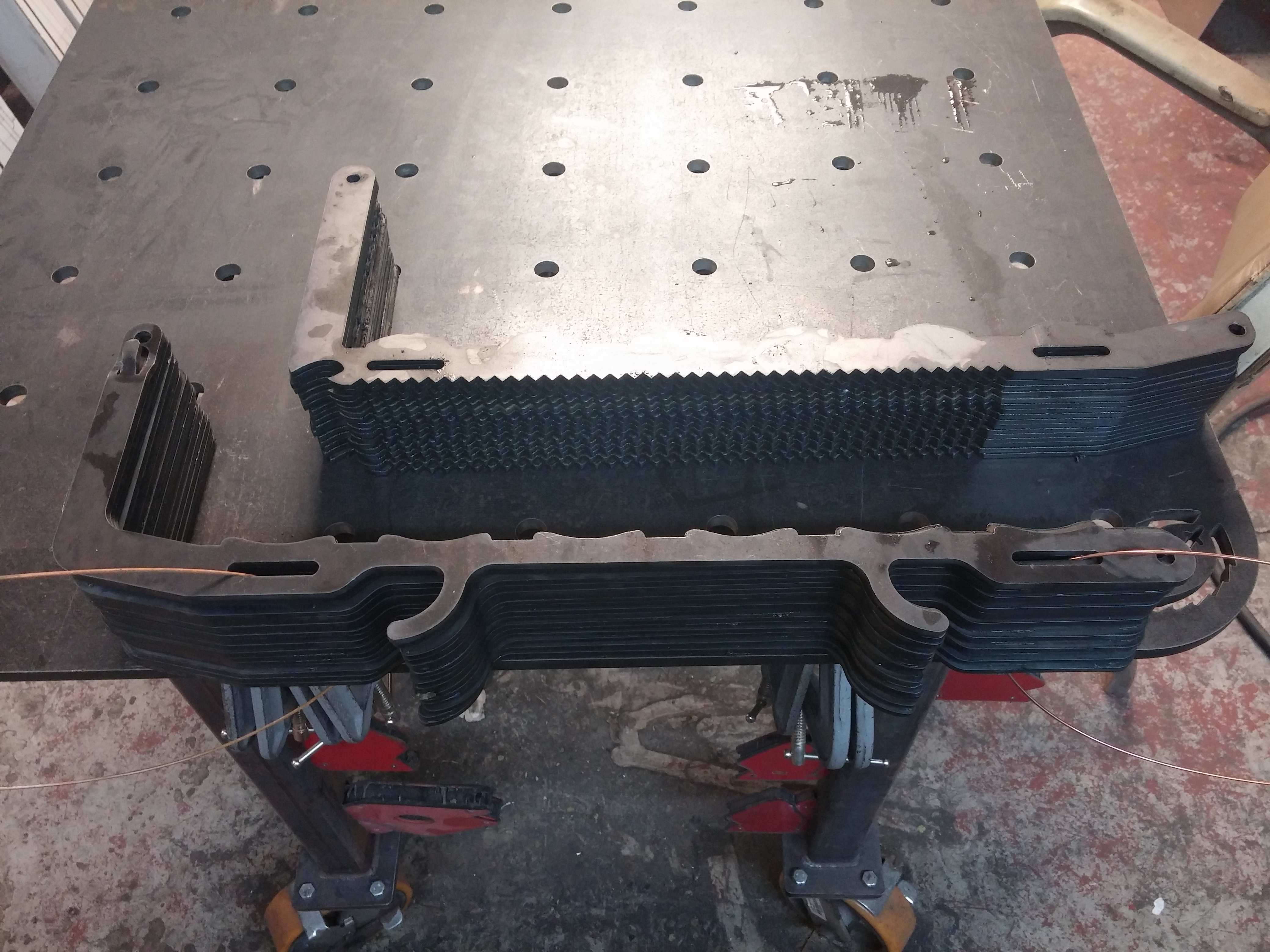
There are a few projects sitting on the table, what to take notice of is the three round pieces and the long flat piece on the right. The flat piece is slip rolled and is used to attach two of the rings (the top two rings) together. Then the ring on the bottom will get secured with #4-40 screws. Note the use of slots on the bottom ring, the cover, this allowed the perimeter to be cut in one shot, allow for some adjustment while screwing the hardware in. This will also eliminating a post drilling operation, which saves time and the customer money.

Here’s the welding time lapse video of the welding process. Just a quick 30 second snippet!
And here’s the fabrication completed and test fitted part on the housing for the motor home. Just making sure everything fits and nothing was overlooked prior to prepping the part for powder coat.

The parts are now blasted and have silicone plugs installed to prevent powder from building up in the threads.
It worked out perfectly having two sacrificial #4-40 screws to allow the entire piece to hang horizontally during powder application and when it goes into the oven. Note: MIG welding wire makes great disposable hanger material.

Here are the final products. Brushed 18ga stainless steel and 14ga steel powder coated with super durable wet white powder. Both using #4-40 stainless steel screws and self-clinching fasteners. The client will cuts out a cotton filter which is reinforced with wire mesh that will go on the bottom of the filter cartridge, the filter is filled with high quality charcoal and then another cotton filter is placed on top. The cover is secured and the cartridge is put in the air stream and ready to be put to use!
Thanks for reading and we’ve got a lot more to show! So please hit that follow button if you want to keep up to date of the projects we’re working on. Or browse through our list of services to allow us to help you create your next project!
TIG Welding and Powder Coating
Lots of parts passing through the Mint Design shop in the last few weeks. Lots of TIG welding and powder coating, and even showing off The Can Carabiner at a trade show! We sold quite a few and had a lot of interest in it. There were also a few “What the heck is that?” and after explaining it we got a lot of, “Whoa that is awesome!”. After some field testing and feedback from our customers we’ve got some very minor tweaks in store for future units and the presentation down the road.

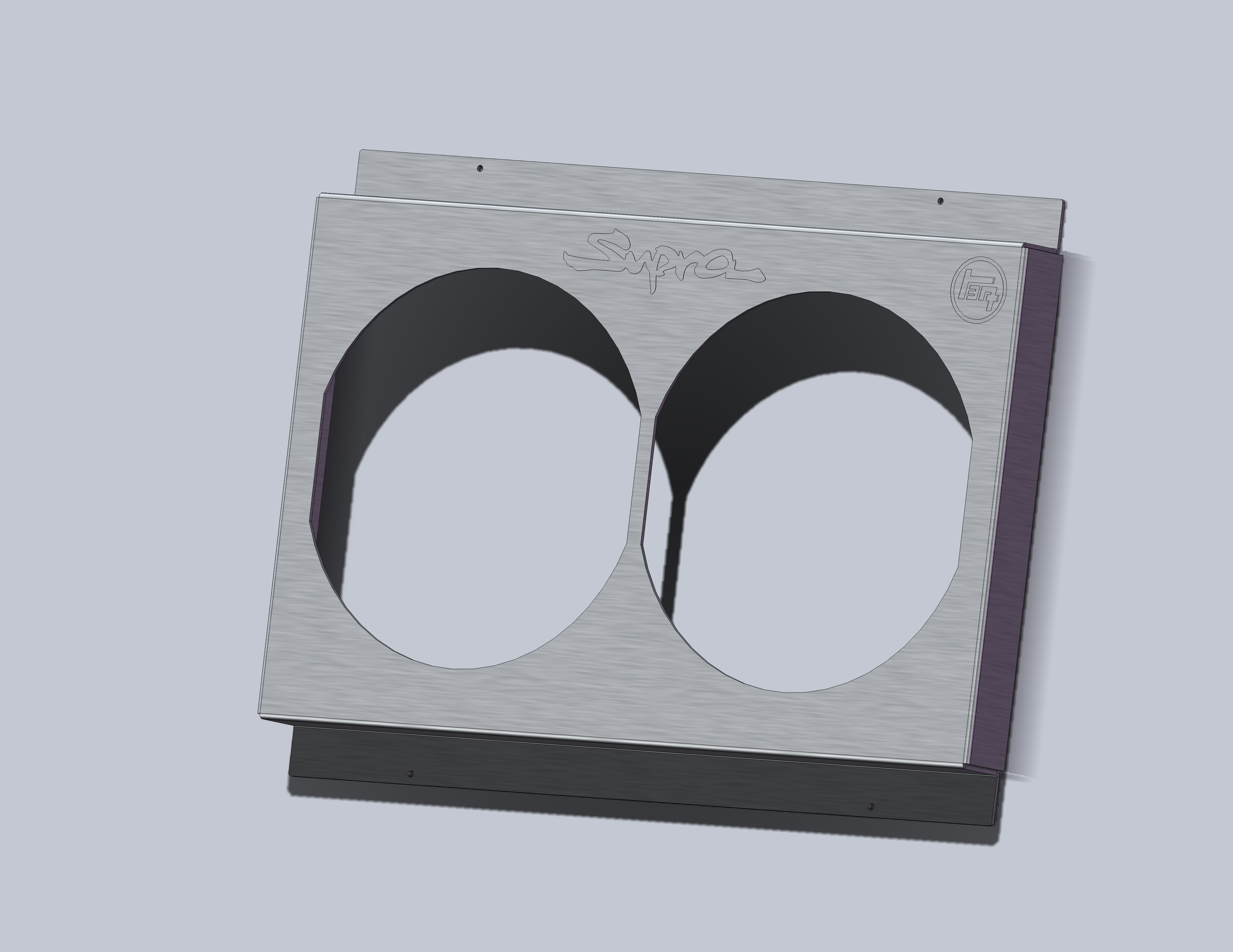
Now back into the shop! We have a custom 1/8″ 5052-H32 radiator shroud for a custom 2JZ Toyota truck project. The fabricator/client provided the dimensions and the requirement for the “Teq” and “Supra” logo to be engraved into the metalwork. It was easy enough to do and model in Solidworks and then create the flat pattern. The CNC cut part was provided to the customer to form, weld and finish. Note: you can even see the 1/2″ tick marks to indicate the bend line location.
Here we have a house sign being fabricated out of some 1/8″ 304 stainless steel sheet. The customer chose the custom font and determined the overall size. First the part is cut out on the CNC table, then the backside was lightly brushed and the corner areas were prepped for welding the 5″ stainless steel rods. The rods will be slid into the wall and secured with construction adhesive, ultimately allowing the sign to float from the wall 1-2″. Clamping here may seem overkill, but the more work spent now means less work sanding the front. Reason being is that stainless steel warps very easily and with having a perfectly brushed front surface, any uncontrolled warpage from the backside will make that much more work sanding the front. The polyimide tape is heat resistant tape and also protects the backside from unnecessary scratches.

Here’s the front side, the HAZ (heat affected zone) is very minor and will brush out quite easily. The stainless is wiped with isopropyl alcohol to avoid any oils or contaminants to come into contact with the sanding belt. The belt also never touches or sits on anything, unless it’s clean stainless. No need to grind in contamination which will only show up over time when the sign is exposed to the elements. Also by “coincidence” the dowels have the perfect spacing that it can drop into the fixturing holes of the table. Which makes sanding that much easier as no clamping is needed and there is 100% access to the entire top surface of the part.

And this is what it looks like when it’s done. No signs of welded dowels and they are spaced wide enough to make the sign sturdy, but also narrow enough that they’ll be fairly hidden when the sign is floating a few inches from the wall.


These projects make me sad, however I do get joy and satisfaction when it’s done and I can see how happy it makes people feel. This was CNC engraved, plasma cut out of 1/4″ 304 SS plate and the use of some 1/2″ stainless steel rod. The rod is TIG welded and allows the cross to be buried in the ground and secured in place with concrete and lightly covered with dirt. It is not blank after “Baby” and “October”, it blurred out for privacy.

Powder coating…where do we begin! Did some really cool script font lawn ornament in 10ga steel which was powder coated in Desert Charcoal (same as The Can Carabiner).

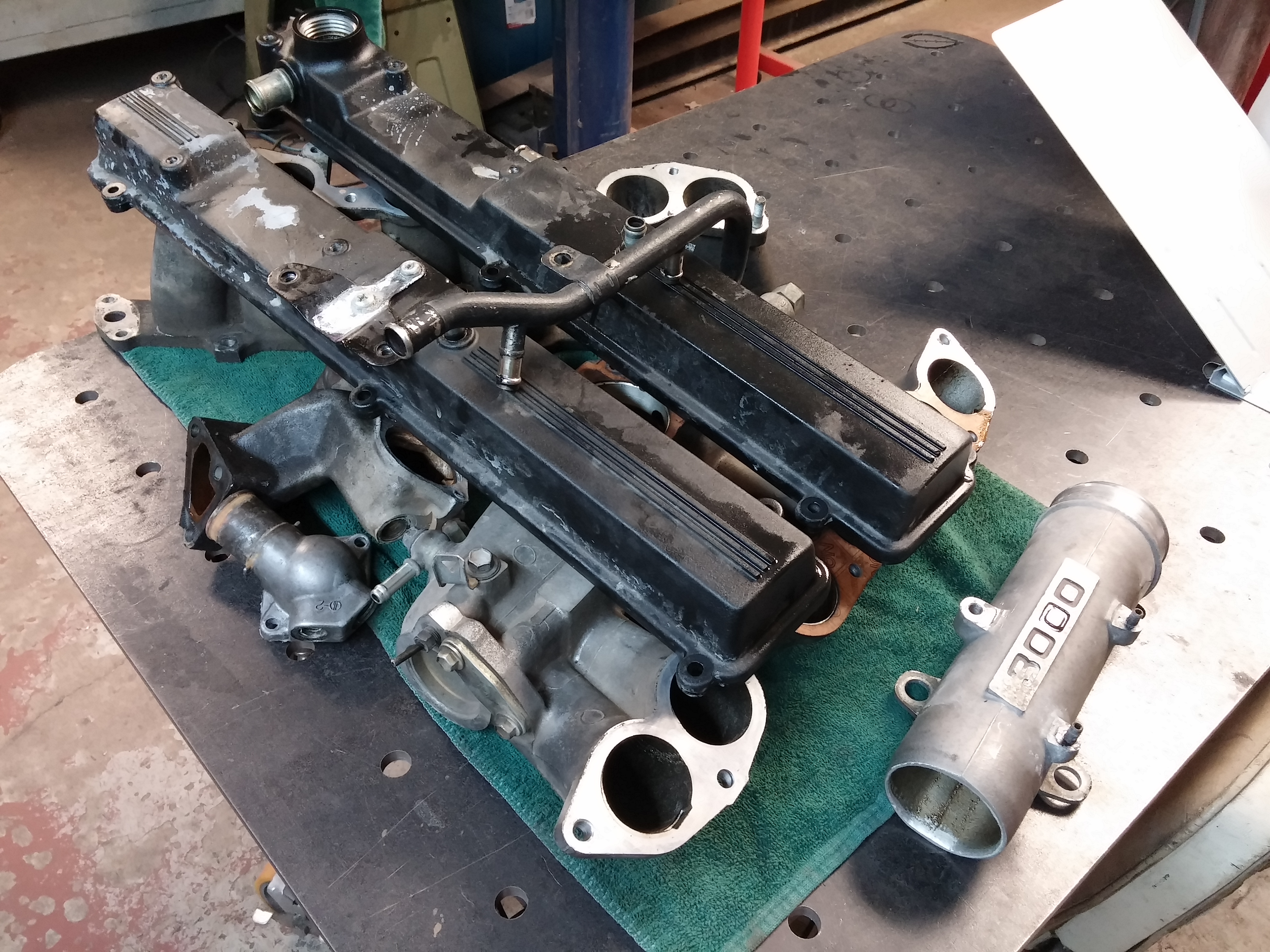
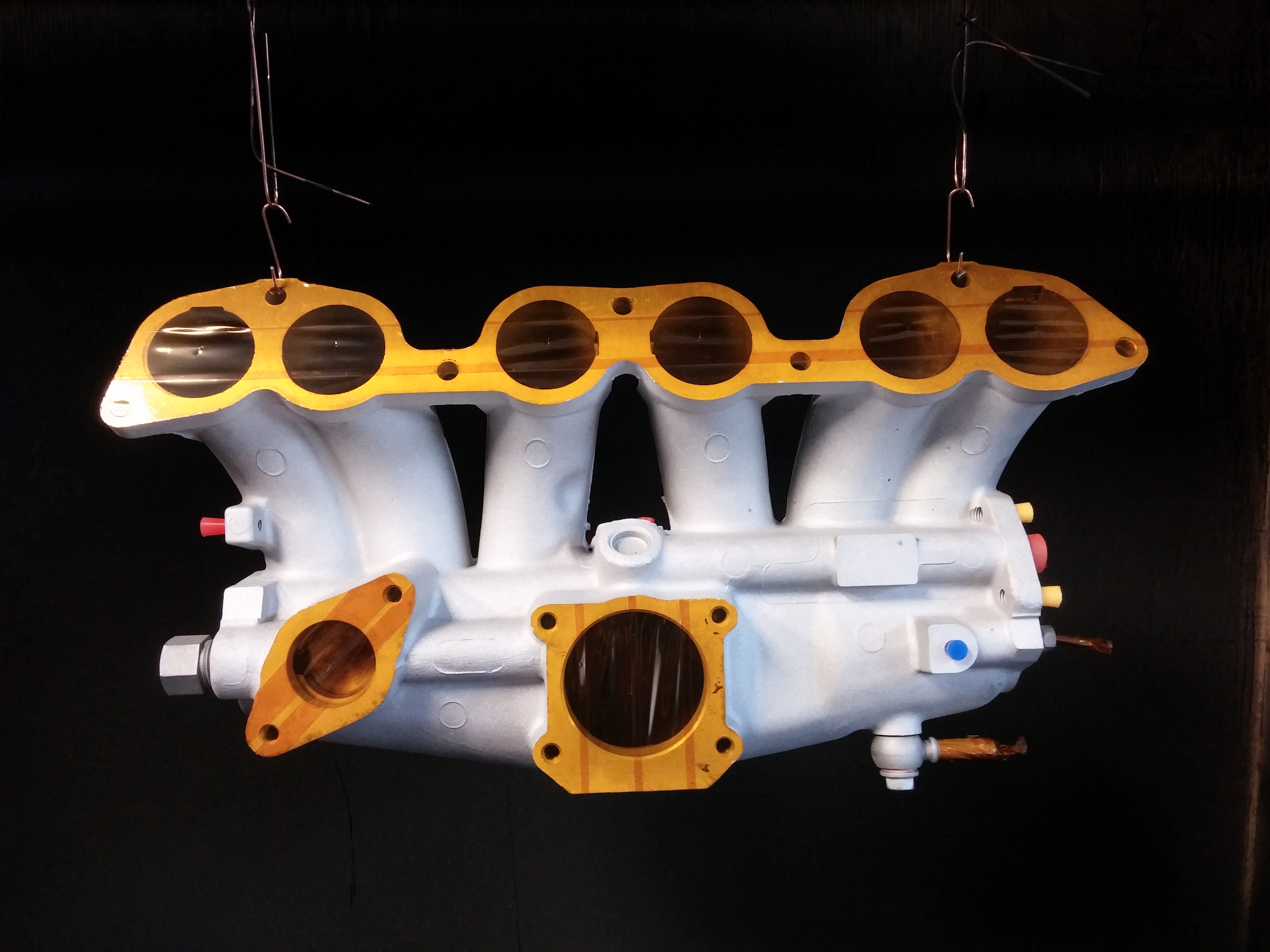
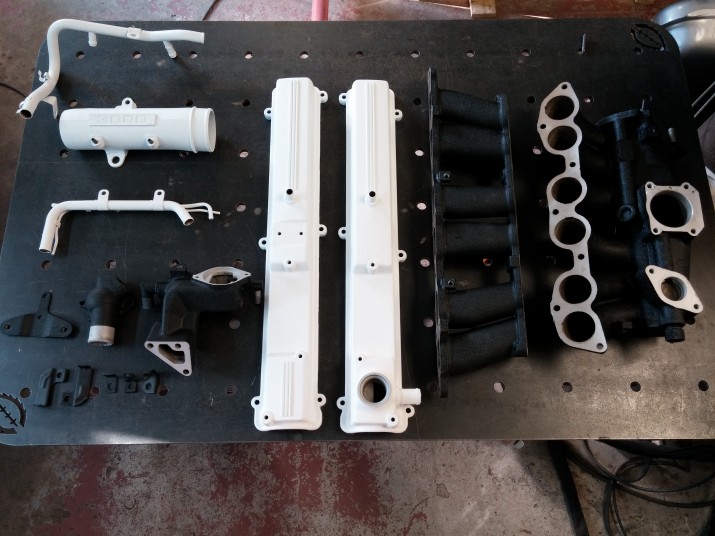
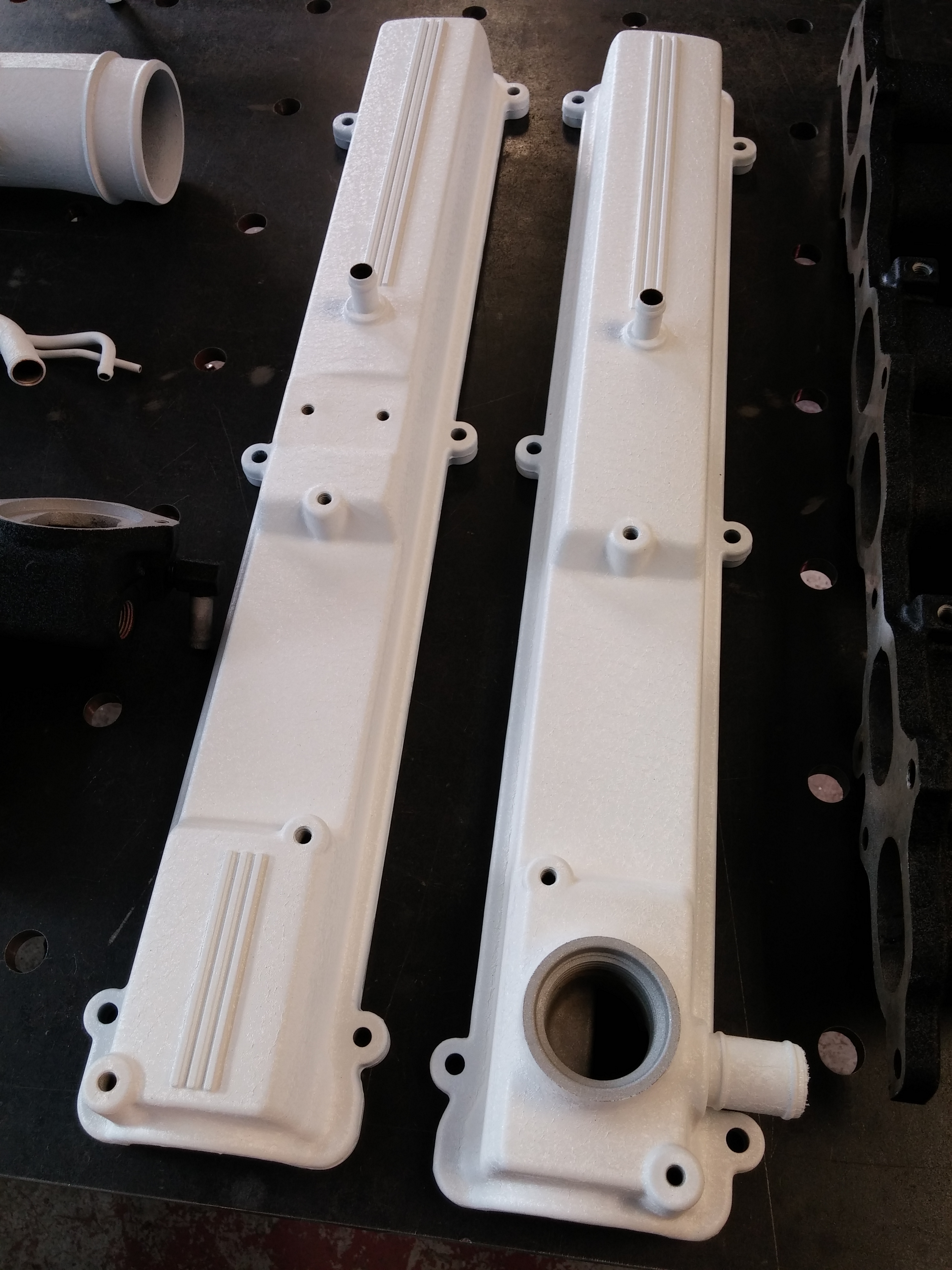
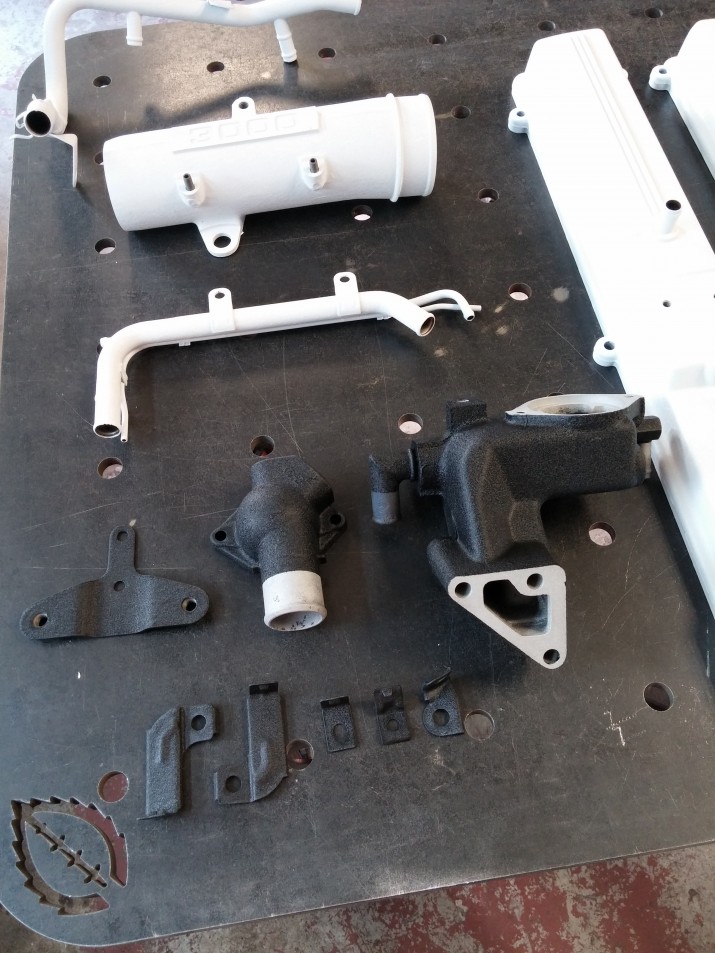
Then we got these 7M-GTE parts in needing to be degreased, blasted, baked, blasted and then powder coated. There is quite a bit of prep work required as anything that is cast and has been around oil just requires that much more work to ensure a quality finish. Powder coating is the easy part, it’s all the work prior that takes the time.
Once again our favorite tape around the shop. Polyimide tape, heat resistant and leaves no residue. Super useful as we use for everything from powder coating to welding. And it kind of makes everything look like it’s meant for NASA. These parts are all masked, trimmed, plugged and ready to go.
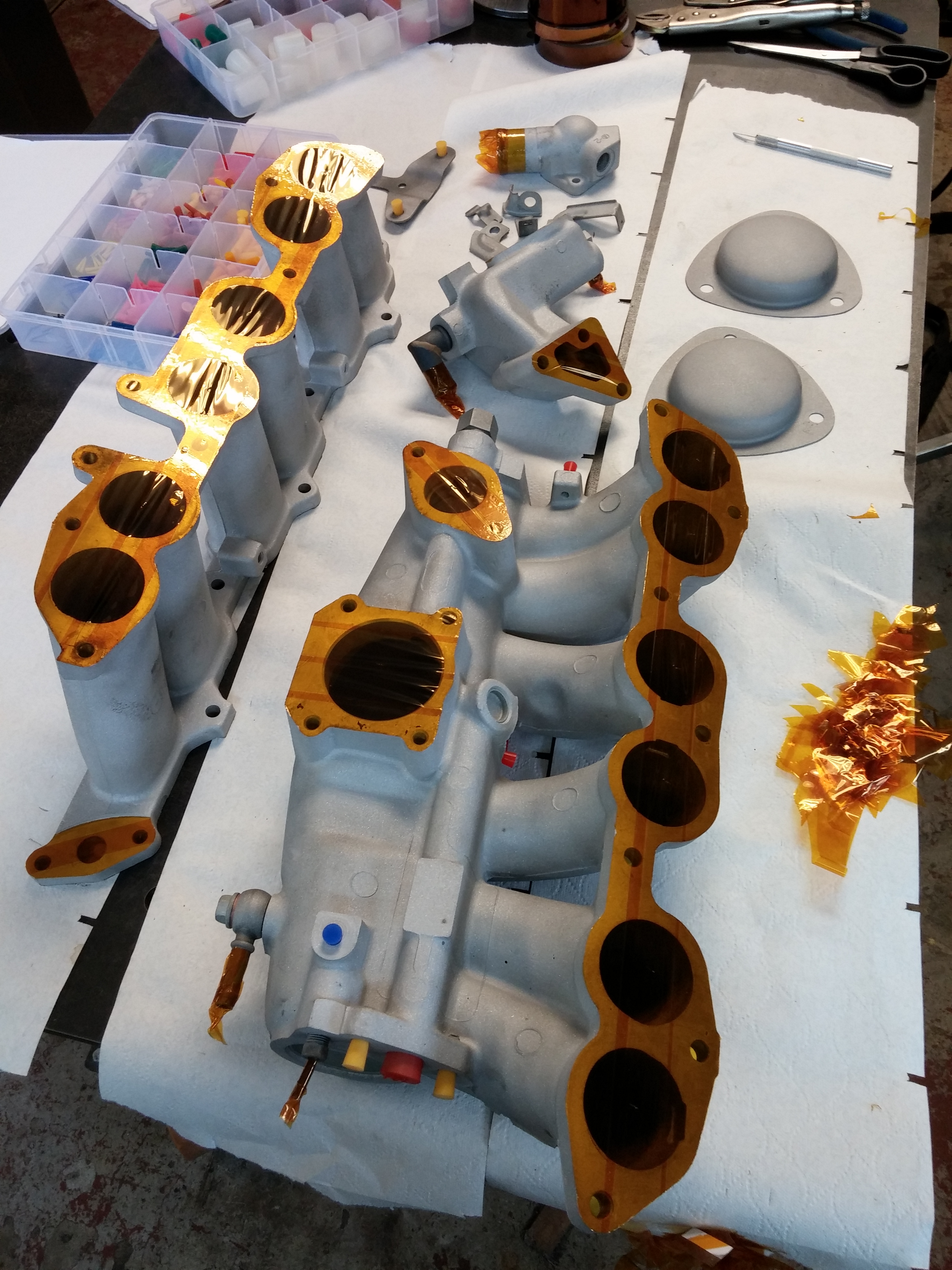
Notice the pin holes in the masking, this prevents plugs from popping out in the oven and just allows the part to “breathe”. This intake manifold is ready for the powder to be applied.
All the finished parts. The wrinkle black and desert wrinkle white turned out awesome!
Coming soon…Cadillac 304SS exhaust system, our Arduino project powered by Newark Electronics, some custom steel crates and much much more! If you like what you see please subscribe to our mailing list and you will be able to get up to the date content in your mailbox, just click on the “Follow” tab at the bottom right of your browser. If you are interested in any of our services please take a minute to browse our site and contact us if you have any questions or would like to discuss a future project.
The Can Carabiner
Clients sometimes bring us interesting projects to work on, or we come up with interesting ideas as well. The Can Carabiner idea came about the need for cooling canned beverages while fishing or near a beach. It won’t bring your drink to ice cold temperatures, but at least it’ll cool it down enough it will be cooler than the ambient air temperature. After a few evenings of modeling in SolidWorks, a few prototypes later we have a final design. A can retainment system that also has an integrated bottle opener, utility saw and a loop section to allow for wrapping of some paracord (which would be attached to the carabiner). This allows up to six cans to be secured and attached to a paracord rope which can then be tied off while you’re fishing or swimming.



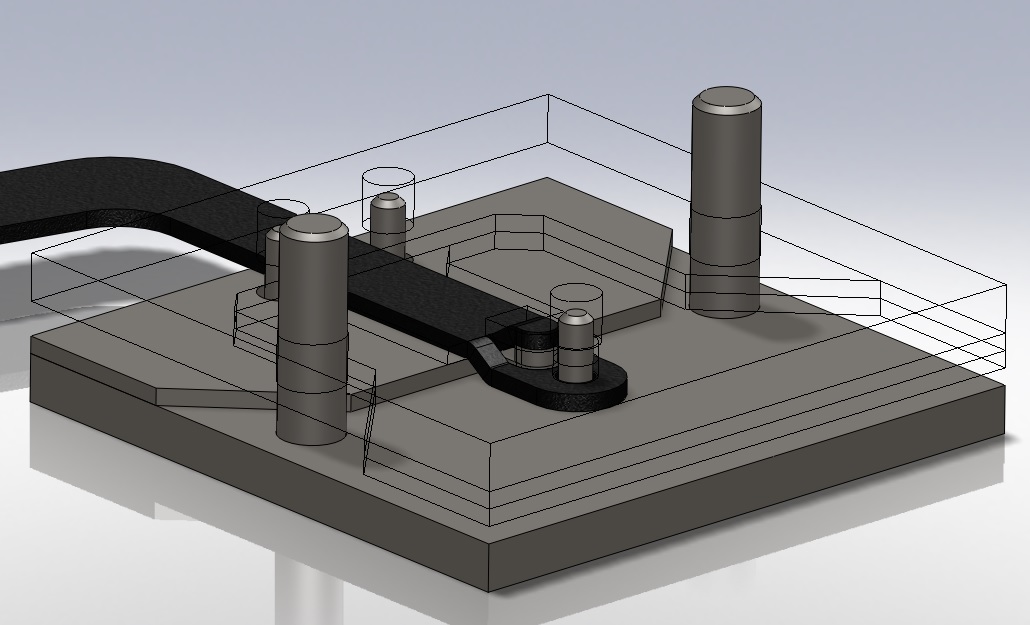
We have done everything from the mechanical design, CNC cutting, pickling, bead blasting and packaging in house. Also even production of the tooling to form offset bends in the metalwork. All 100% designed in Solidworks prior to any steel being cut or welded. Admittedly this tooling would be easier to produce if it was CNC machined as opposed to plasma cut and then having the plates laminated together by welding, however that would take away our ability to do everything in house. Also the dies use regular 44W steel, which will wear over time, replacements can be easily cut out and re-tacked into place. Or we can source some tool steel to cut and weld in place, which will offer a longer life. This versatility allows us to make changes quick if something were to arise.

Here’s one of our small production runs. Tightly nested, 100% cut in house with our CNC plasma table.
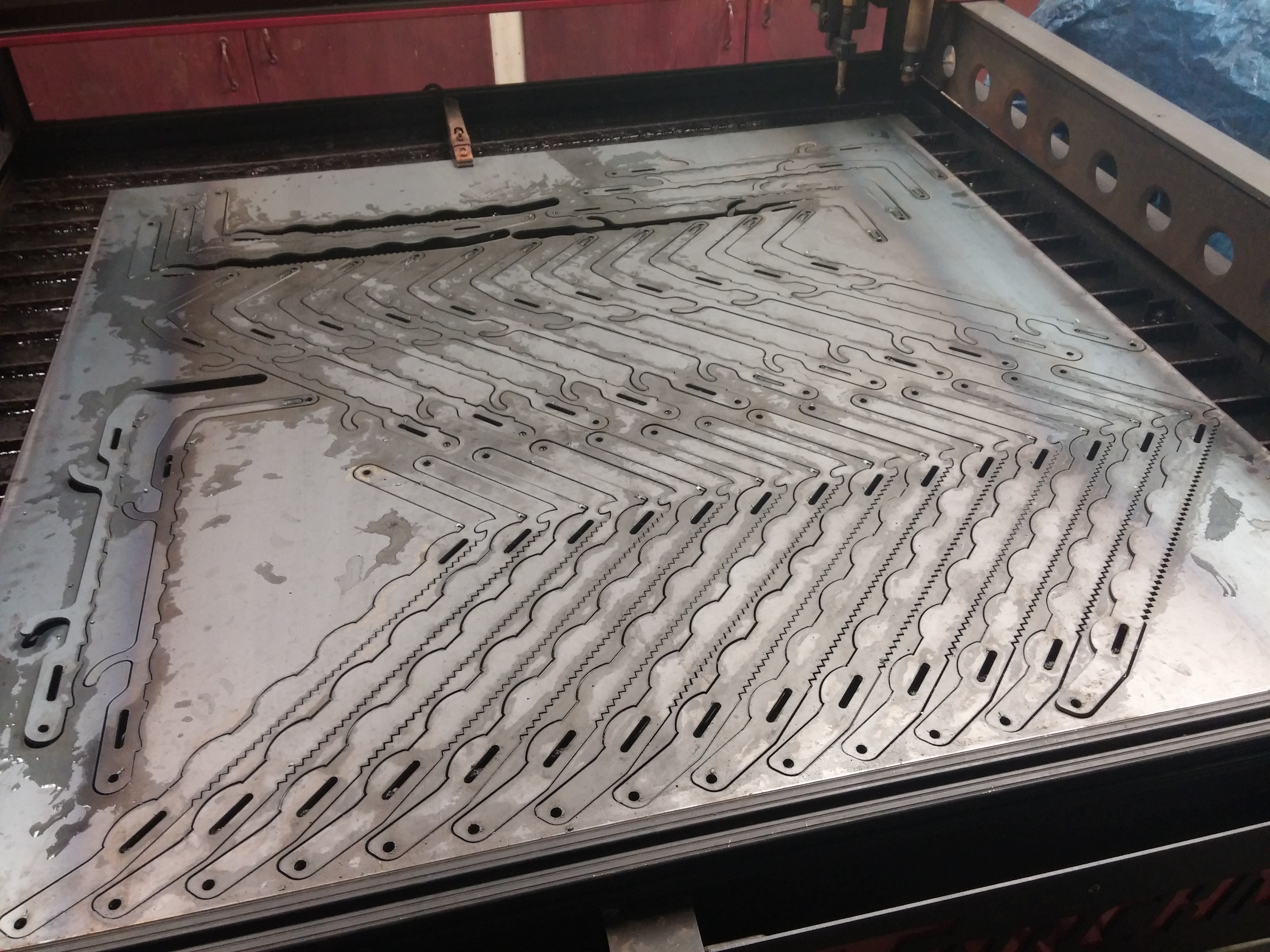
These parts have very minimal dross, but it can be easily removed via the pickling process. During this process the mill scale is removed as well. This happens prior to blasting which speeds up the blasting process dramatically, and allows for a clean textured surface for the powder to bond to. In the future we will be automating the surface prep process after pickling. This will reduce labor costs and ultimately improve throughput.
Here are the three colors available. We also sell the bottle cap opener fish as well.

There has been a huge amount of interest in this product, to the point we’ve been doing small batch runs and taking in customer feedback. This feedback and initial small scale production runs will allow us to achieve our even bigger plans in the fall! This product is open to wholesale clients, so please inquire if you’re interested in carrying this product in your store(s). We don’t have an online store yet, but if you’re interested these are going to be selling for an introductory price of $45 CAD so send us an email through our Contact page if you would like to purchase one. Shipping is generally $15-30 depending if you live in Canada or the US as well as how many you plan on ordering.
Welding table top, new projects and equipment
Well it’s been a very busy couple weeks in the shop as we’ve just been busy preparing for a lot of future projects and just finishing up a few. We also have some new equipment being brought in and a really interesting project based on Arduino Uno from Newark Electronics coming up too. Here’s some of the things being worked on and a few previews of what’s coming down the pipe.
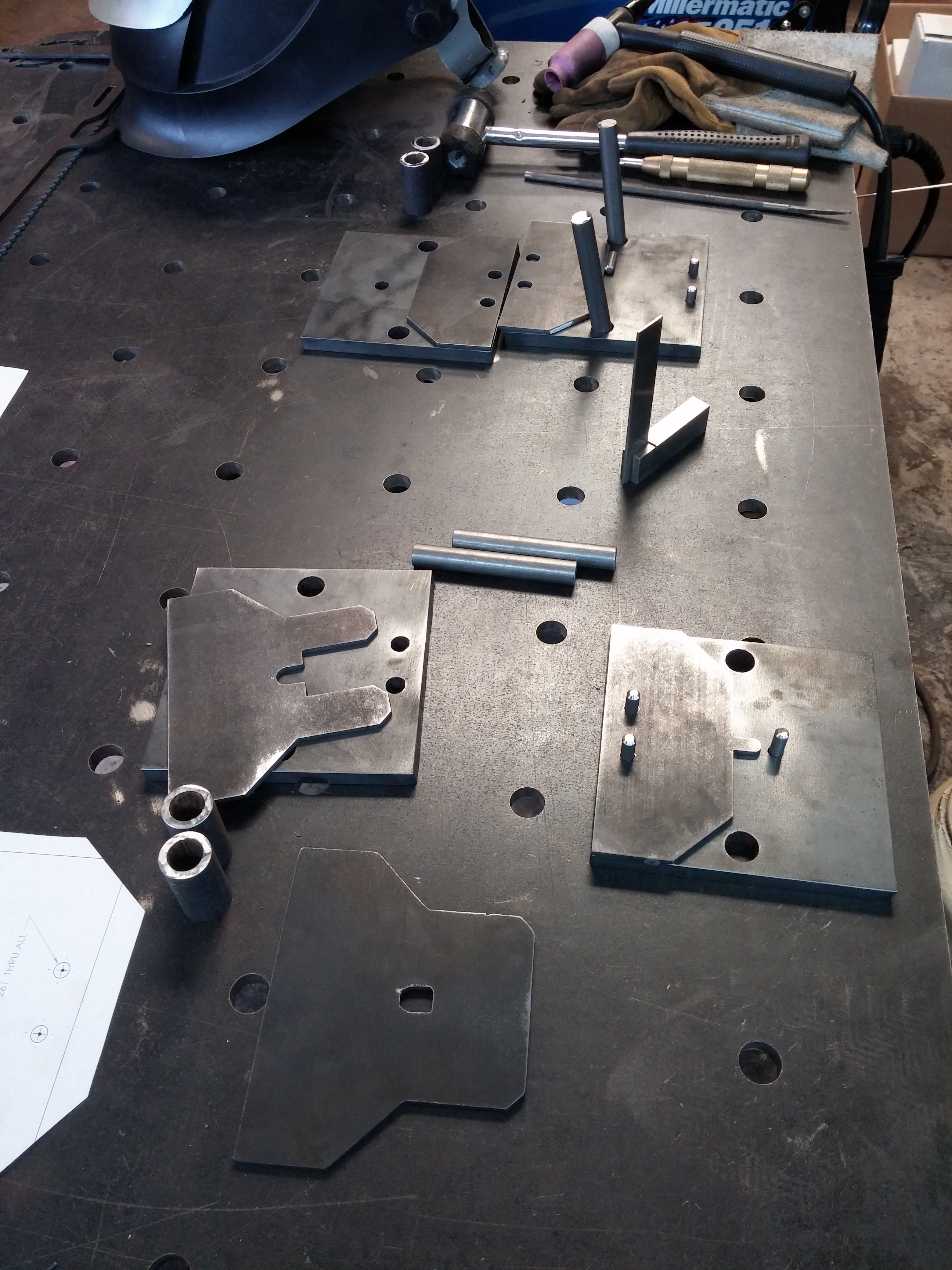
The majority of the welding done at Mint is done via TIG welding process. However we have had an increasing amount of work in the industrial sector which doesn’t require the costly TIG welding process, so we managed to pick up a MIG to speed up fabrication work. We try to buy equipment that gives us the best value and in this case it was a very lightly used Millermatic 251, it can do up to 1/2″ thick steel in a single pass and also work with a spool gun for mass production aluminum work. We don’t have any need for a spool gun just yet, but it’s always nice to have the option to easily add it on. The voltage output is not stepped so it can be infinitely adjusted and recorded if doing the same type of work over and over again. The wire feed value can also be recorded to if doing the similar type of welding, or at least the settings will get us in the ballpark quicker. This is replacing a 110v Lincoln welder, which worked great for thin sheet metal, but anything beyond that it just couldn’t cut it. Keep posted for some future projects relying heavily on this Miller welder.

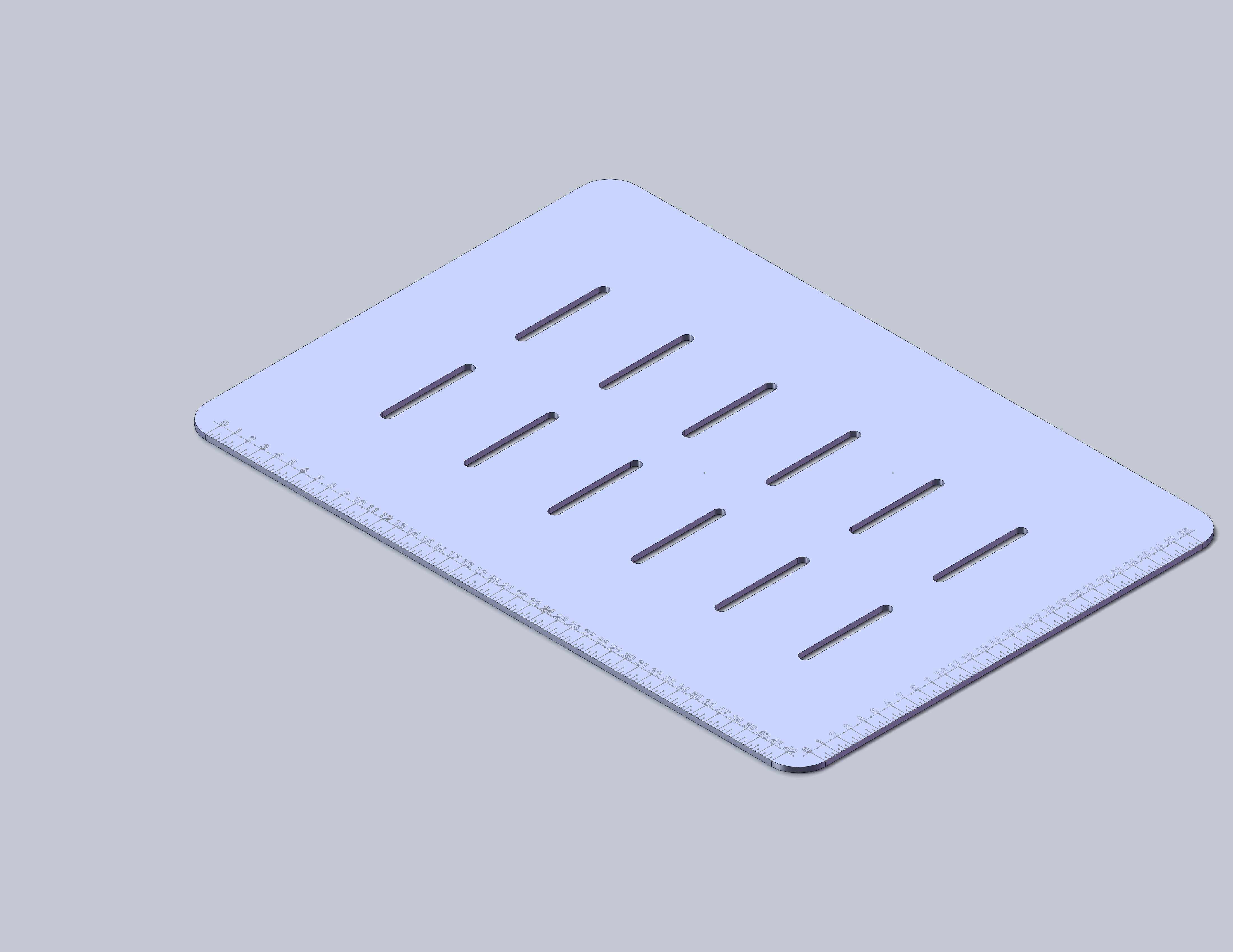
Here we’ve designed and cut out a 3/8″ 44w hot rolled steel welding table that measured 32″x46″ and weighs 150lbs. This is produced for a local fabricator who will be building the frame to go under this top. The one unique feature is the engraved ruler around two sides of the table. That way if you ever misplace a tape measure and need to get a rough 1/4″ measurement you can easily do so at the edge of the table. The table also has slots to allow for use of clamps or other fixtures while welding. Every project is very customer specific, even down to the custom chosen font. It might not seem like much, but when you’re getting something custom from Mint Design, it’s done exactly how you want, right down to the font.
This is one project that has been kept mostly under wraps for the last month and a half, it’s still a work in progress but this is the only preview we can provide. It’s a prototype, and yes it doesn’t show much. The production unit is been redesigned to be easier to manufacture and will be offered in three different powder coated colors. They’ll be ready before Fathers Day so keep posted!

A few of the other projects on the go are a custom CNC cut 1/4″ stainless steel handle on a samurai sword, some CNC cut race tracks out of 14ga steel, lots of powder coating and a fully polished 304 SS show car Cadillac exhaust system. Also an Arduino Uno (supplied from Newark Electronics) electronic/mechanical project that will be developed in the shop.
Also since getting back from Costa Rica mid-March I have been editing our trip video when I am not busy with my family or in the shop. It’s finally completed, so grab a seat and please enjoy our Costa Rica trip video until the next blog post!
CNC cut signs, powder coating, TIG welding
Lots of projects on the go, everything from CNC cut signs, powder coating, TIG welding stainless steel/aluminum parts to MIG welding a 280# steel pipe rack.
Most projects we supply the material for the job at hand, however we also accept customer supplied material too. Here we have some 2″ and 2.5″ SCH40 pipe dropped off and ready for processing. We had a design submitted from the customer and it is now time to get to work!

We took the customer design, modeled it in Solidworks to get an idea of weight and to help with creating coping templates for the “v” section of tubing.

Most tubing can be coped with a hole saw in a tube/pipe notcher. However with SCH40 material of this size coping it on the bandsaw is much quicker and more cost effective. Notice the c-clamp at the bottom left of the photo. This ensures a consistent cut location by allowing the tube to butt up against it prior to cutting. Repeatability just makes things so much easier and quicker.

Here’s all the tubing processed (except for the “v” sections), the ends are cleaned down to raw material to ensure a good quality area to weld to.

And here’s the final product ready to head back to the client’s shop. It will be used to drop in various pipe via forklift and then allow it to be easily banded and removed as a whole with a forklift.

Here we have a modern sign made for a local home builder cut out of 1/4″ steel. This is after it is cut, acid bathed and media blasted. It has some weight to it and is now ready for powder coating. This is the first time we’ve powder coated a part that has been previously engraved. Notice the engraving near the bottom of the part?
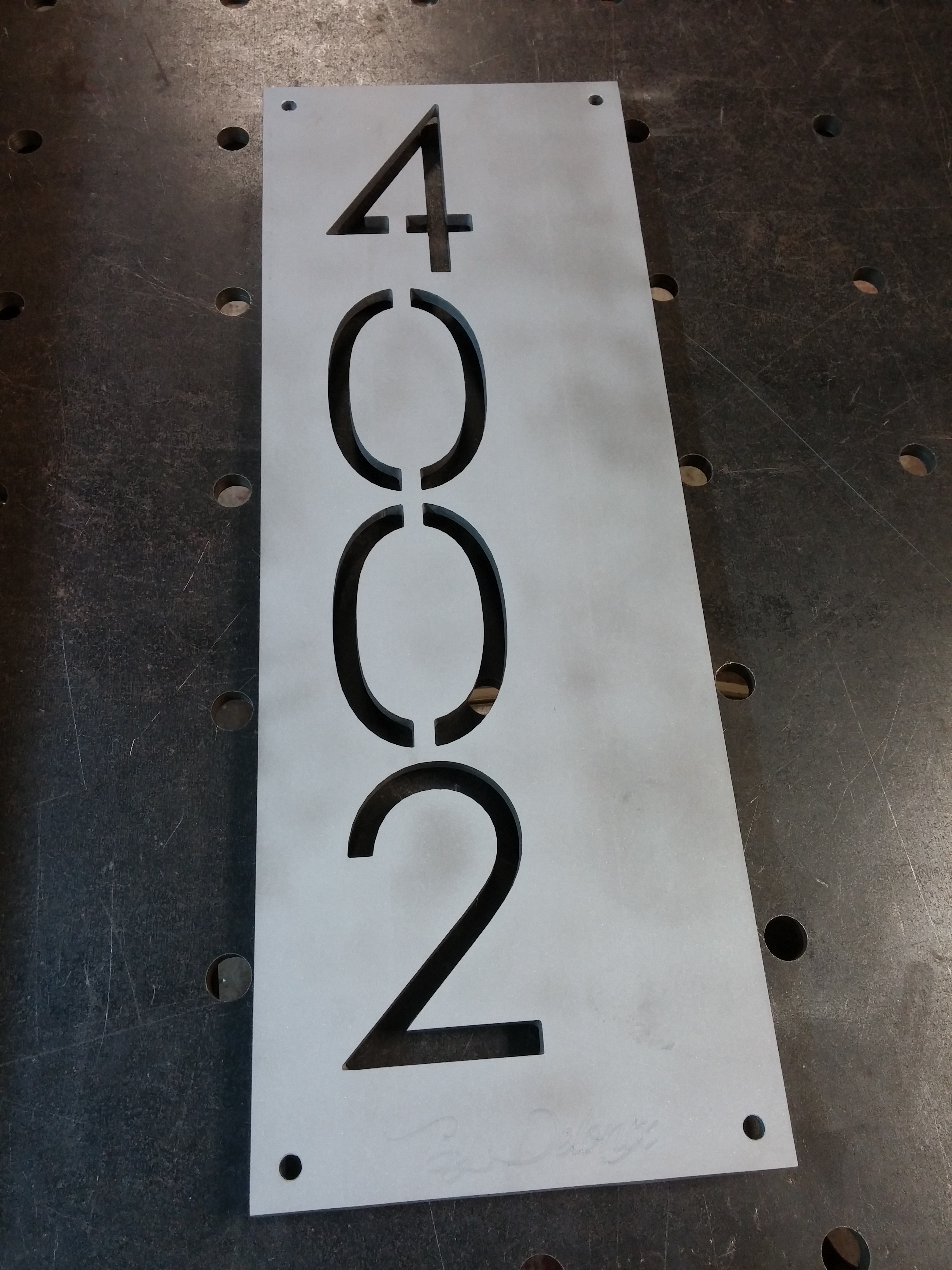
Here it is after having bonded silver vein powder applied to it. And the engraving disappeared…

Powder looks really good and has a slight texture to it, which is why it filled in the engraving.

So here’s the solution. Engraving and cutting a 16ga 304SS piece to be secured with the two bottom mounting holes. Looks much better!

Here we’ve got a few 304SS pieces that need welding, a few alignment marks from the customer and some tweaks are needed prior to welding.

No problem! Everything stainless steel is backpurged to ensure that there is 100% penetration and to ensure that the inside of the weld is just as protected, strong and as beautiful as the outside weld.

Miscellaneous parts needing some last minute work prior to a car show coming up. It’s not every day we can do same evening turnarounds…but in some cases we can make it happen.

All done welding. 100% backpurged as per usual. The customer only wanted the first few inches of the tubing brushed as the rest will be covered up with ceramic exhaust wrapping insulator.

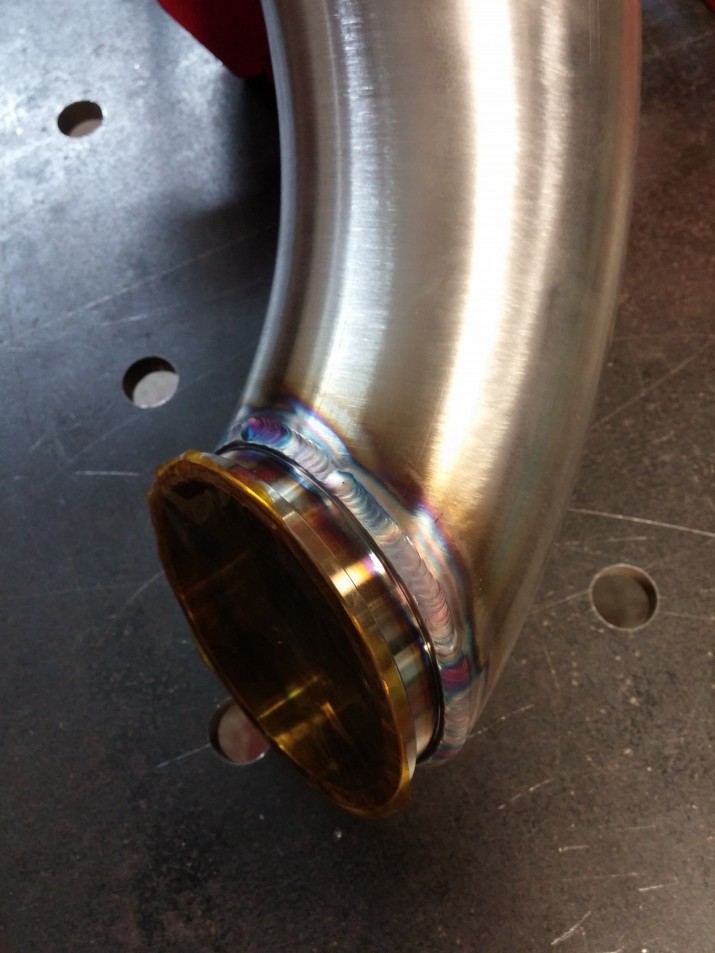
The intercooler had some brackets welded on as well as another SS dump pipe having a flange welded on.

Just some of the parts to pick up today before the Easter holiday!

Welding table top, exhaust and powder coating
We’re always working on a variety of projects so nothing is ever dull in the shop! Here are some of the things that have been cut and built recently.
Here a customer designed a slotted welding table top which will allow for the use of clamps in various positions in and around the table. It is 3/8″ thick hot rolled 44w steel.

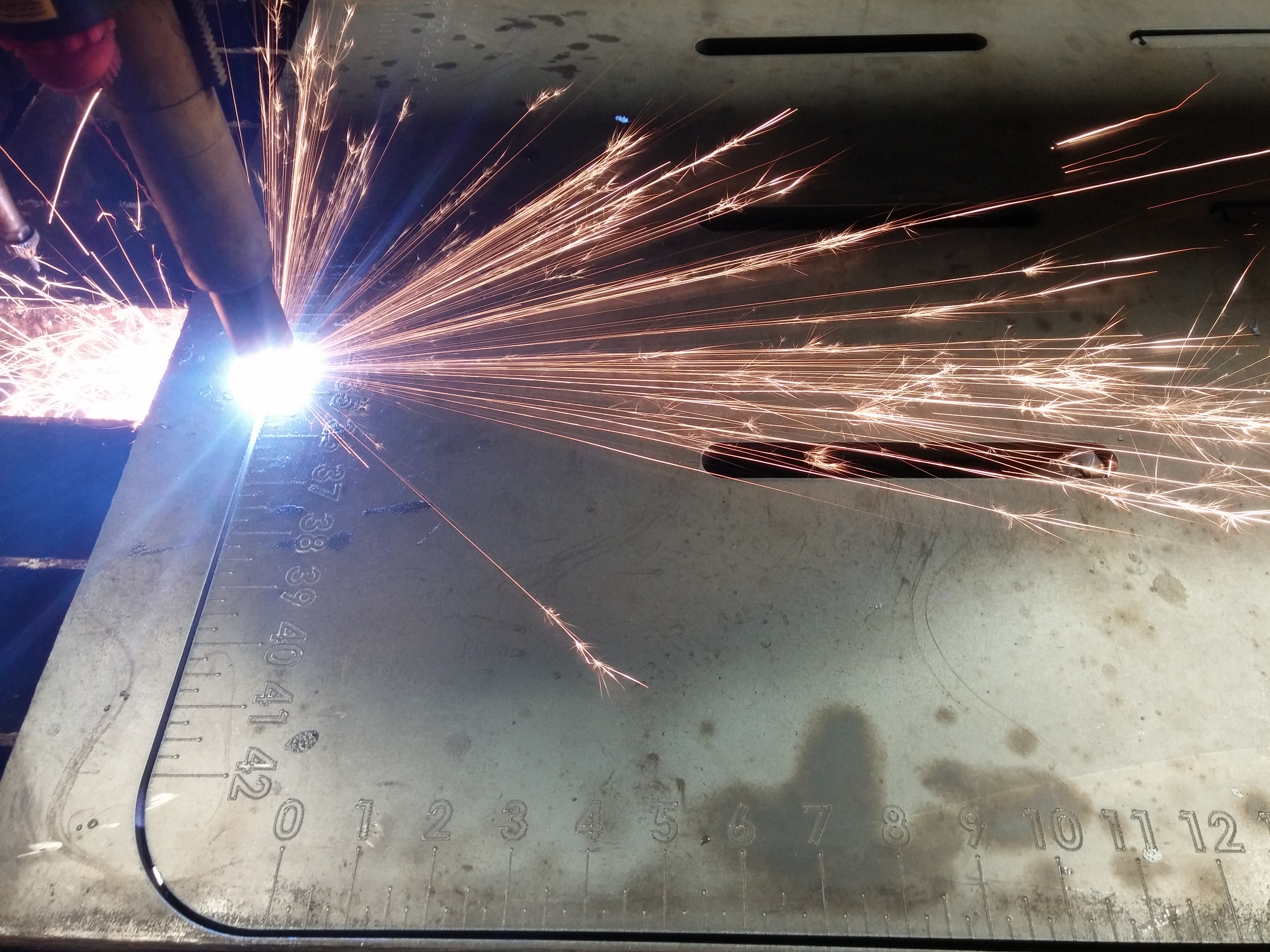
Nothing but the best! Our CNC table allows for high quality cutting with minimal dross. It allows for very quick clean up time which eliminates extra cost.

Here we have a Subaru external wastegate (EWG) dump that will be merging back into the downpipe. You can just slightly see the external wastegate dump to the right of the downpipe and just below the cross member.

After finishing the wastegate tubing and coping it to match up with the downpipe it is tacked in place to ensure the whole system can be removed from the car (it is very close to the front CV axle). 
Now with it being removed the dump outlet is traced onto the downpipe, the tacks are broken and is ready for plasma cutting, brushing, final tacking on the car and then finish welding on the bench.



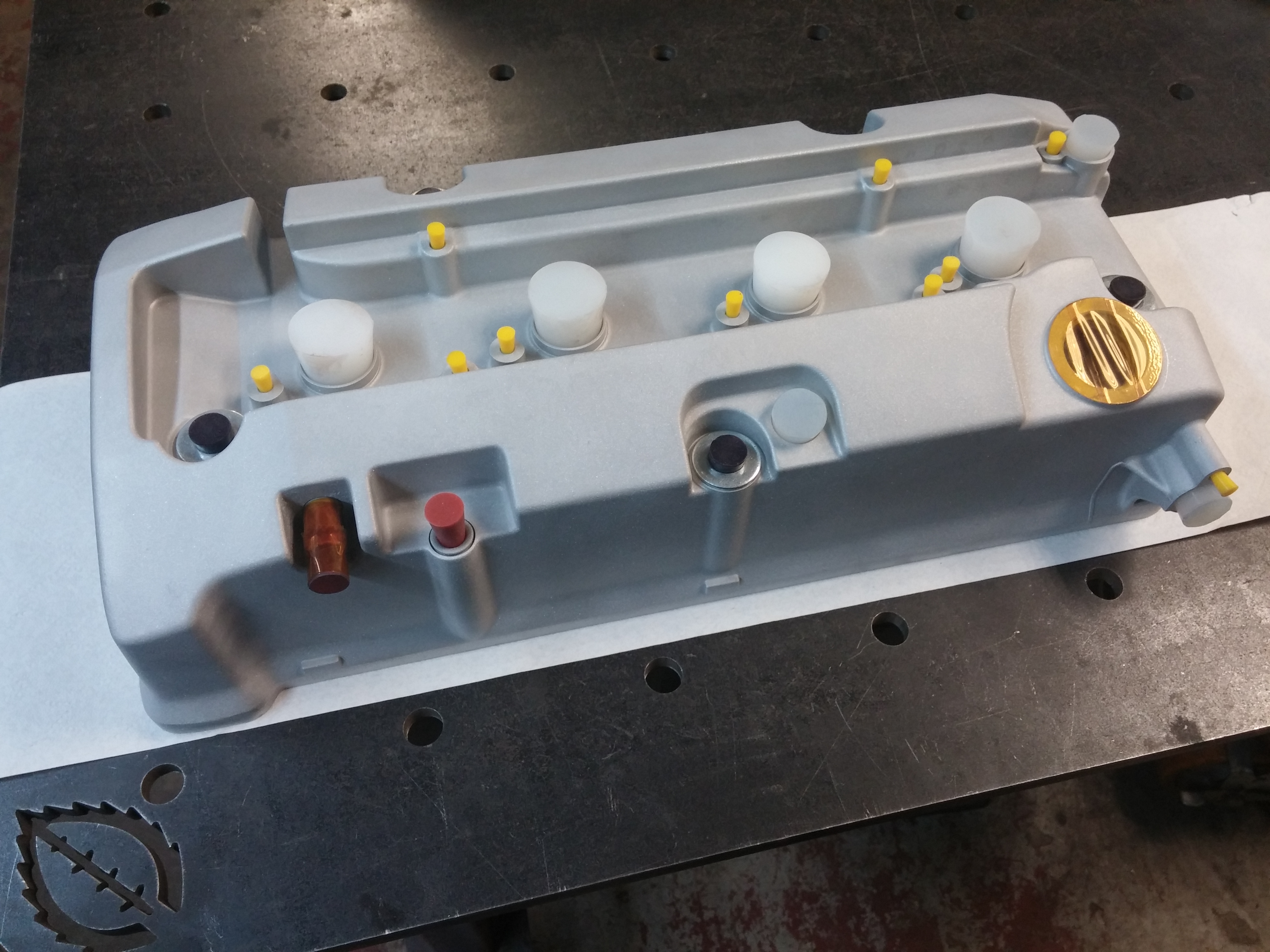
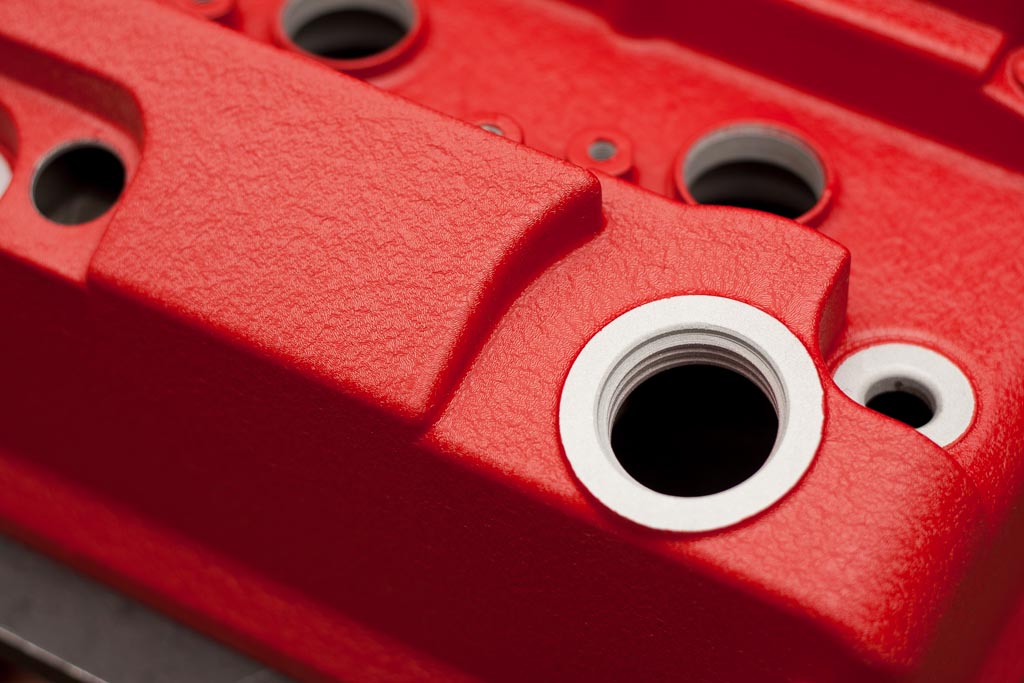
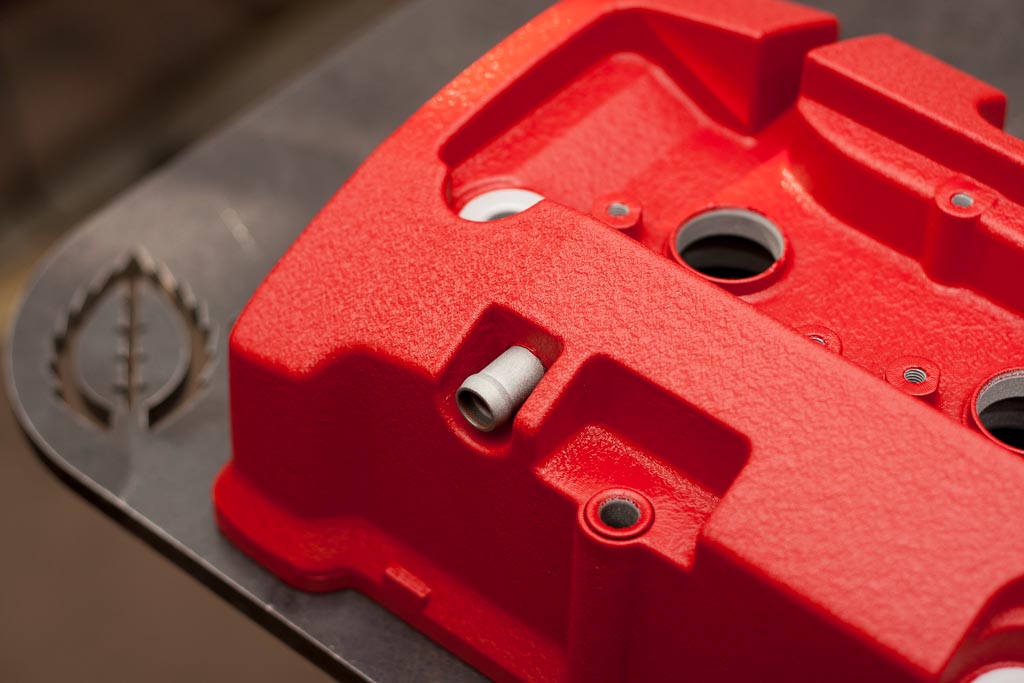
We also had a F20C (from a Honda S2000) valve cover getting ready for powdercoating. It is washed, blasted and then pre-baked. The pre-baking allows any oil in the grains of the aluminum casting to push out to the surface and be cleaned via another blasting process. Not doing this step could result in oil coming out during the powder coating curing process, and if that happens powder coating defects will occur. So cleanliness is very important.
It’s hard to see in this photo but there is actually a 4″x6″ rectangular tubing that fits just inside the valve cover to elevate it off the rack. This doesn’t matter much for the pre-baking process, however during the powder coating curing process it is. Nobody wants indentations along the bottom of their valve cover from a rack!

All threaded holes, nipples and open fittings are plugged with silicone plugs and masked with high heat tape.
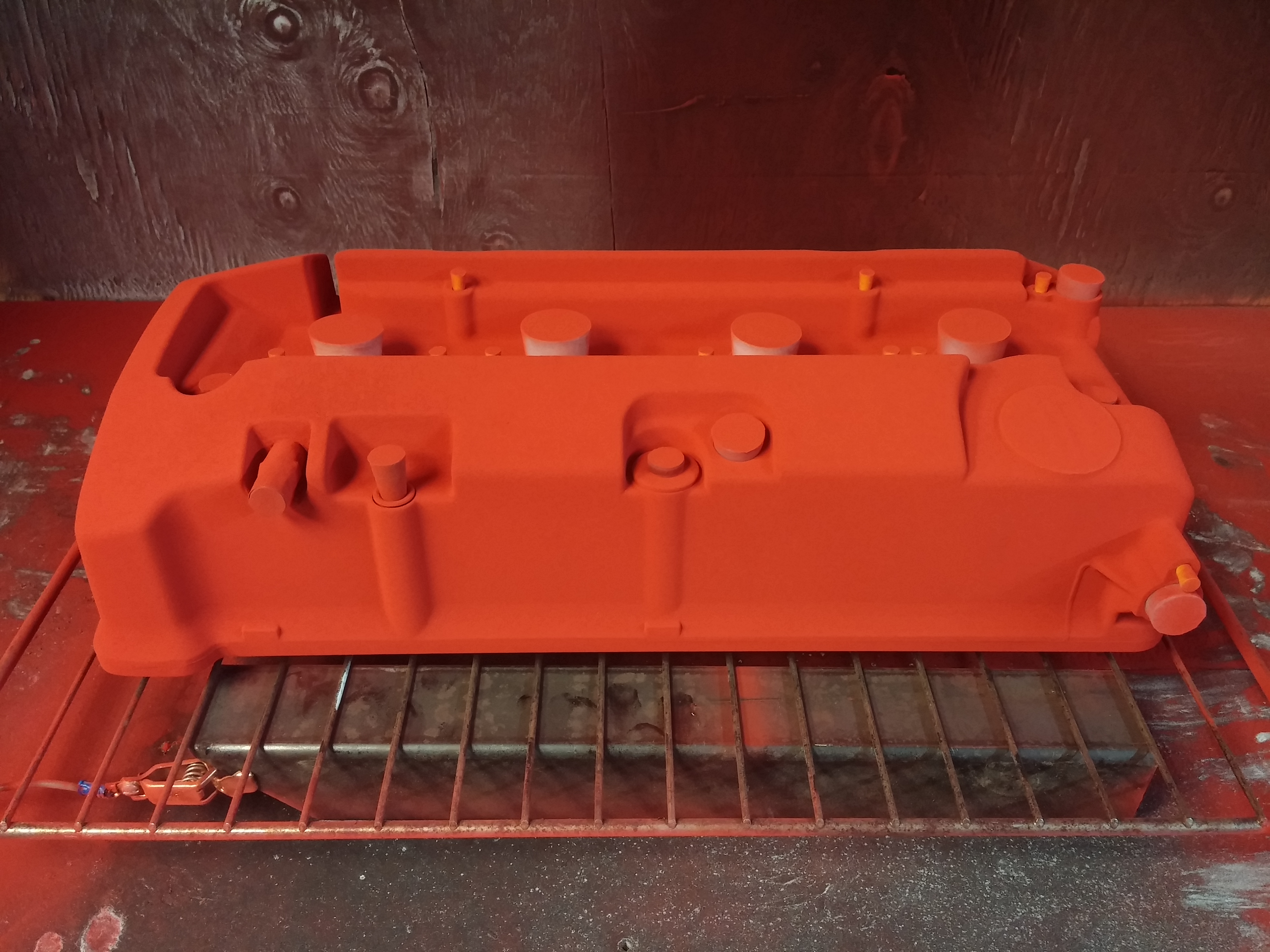
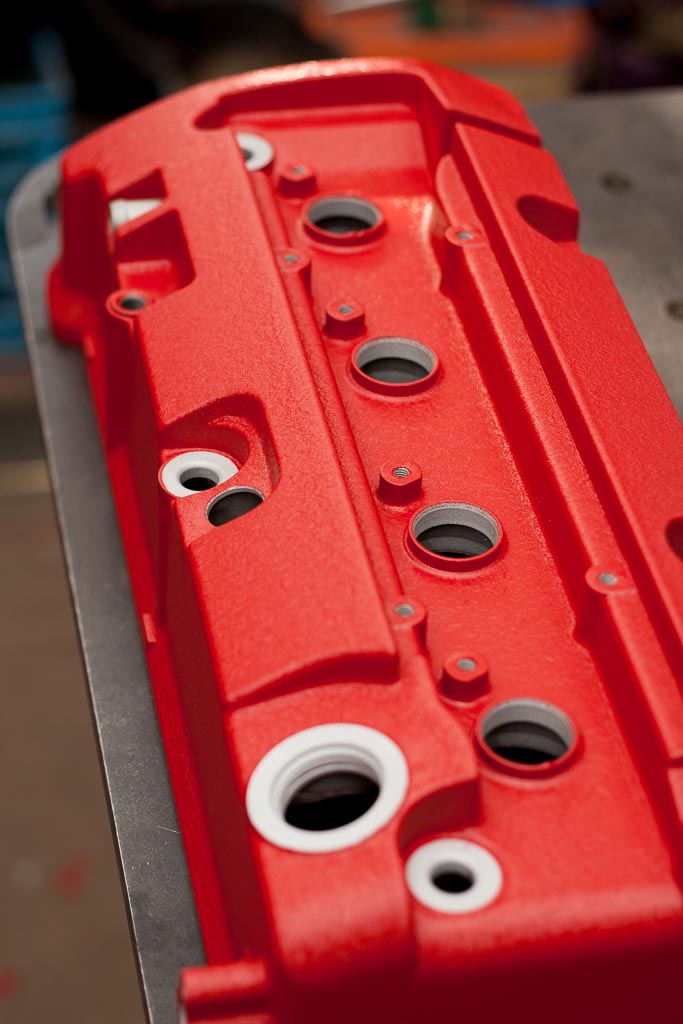
The customer chosen wrinkle red powder is applied. The powder coating equipment we use varies the charge voltage to the powder particles, so it avoids the faraday cage effect. Essentially sharp corners or deep recesses will actually repel powder, so by changing the charge voltage differently charged particles will “stick” in different areas. Thus allowing for a more consistent coverage and higher quality finish in the end. Now it’s ready to go in the oven.
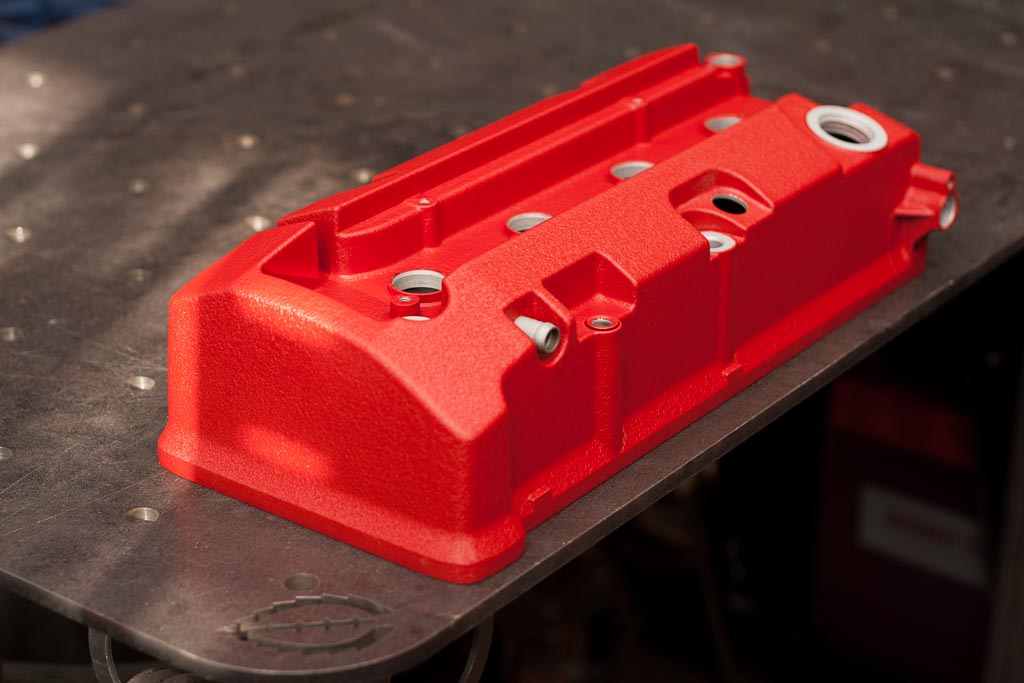
And here’s the final part after all the plugs and masking is removed. Nothing but the best for our clients!
Thanks for looking! If you’re interested more in our powder coating services, TIG welding or CNC cutting please click on the links. Or subscribe to the blog at the bottom right hand corner of your browser, click on the follow button. Stay tuned for another future project…
Go Canada!
My wife and I have been planning a vacation for a while to Costa Rica and the time is finally here. So instead of buying the typical cheap quality Canada flag luggage or backpack tags, why not make it instead? We slotted this in with the Mobius Threads sign on the previous blog post. It is cut out of 16ga steel to be as light as possible. Here’s a few photos. Go Canada!
Here the parts are cut off the table and submitted to an acid bath to remove the dross and mill scale.

The tags are then bead blasted to ensure a clean, textured and oil free surface to get it ready for powdercoating.

These are the parts after powder coat. We used a Super Durable Wet White and Wrinkle Black for the tags. Just to allow them to be used on light or dark straps.

Here’s some examples of the white. There are two different sizes cut, one for 3/4″ straps (on the left) and another for 1″ straps (on the right).

Red and white sure go well together!

Go Canada!
Testing the new Brake
We’ve been busy working on a few various projects and we’ve finally had time to do some testing the new brake. Here’s a project we just worked on and recently completed, this blog post describes the process that it took to build it. The part was designed in Solidworks and then a flat pattern was created and then cut on the CNC table.


The engraved marks indicate the bend line locations. And the two barely noticeable centermarked locations are for two #4-40 countersunk screws to pass through to allow for an Arduino to be mounted inside. The holes allow for 12v power and USB access for programming.

The box is not a typical 90 degree box, it is tapered from the front to back so when it sits on the base it will tilt the sign slightly back. So the first four bends are bent to 100.6°.

Removing some teeth in the brake to allow for the secondary bends.

These next four bends will be formed to 79.4°. which will close up the box.

Here it is finished forming. You can see the four #4 holes for mounting the Arduino Uno.

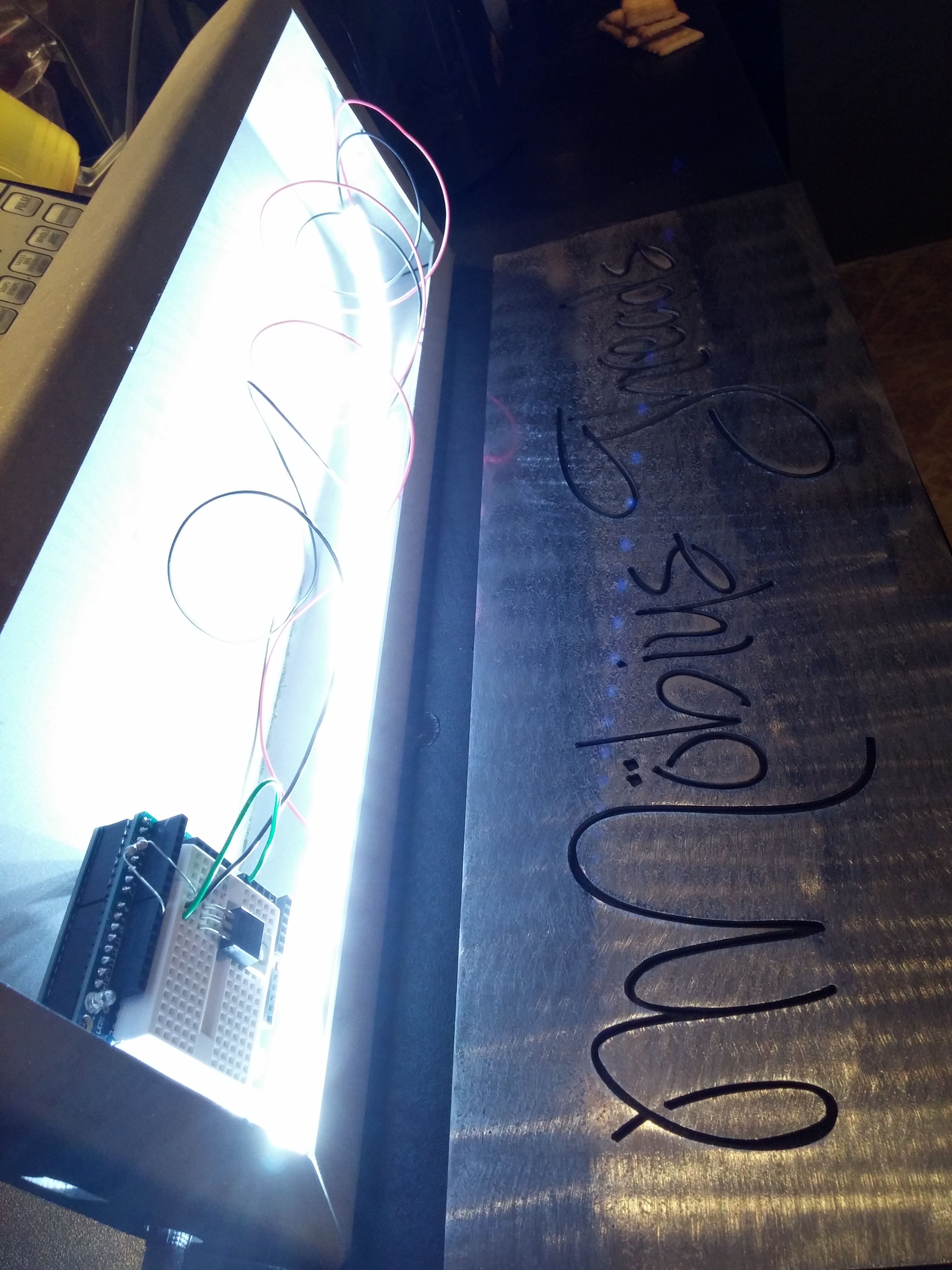
Next the box goes through an acid bath to remove the mill scale and then bead blasting to give it a nice finish to work with during testing. Also the front panel is cut out of 16ga steel sheet. Here you can see the Arduino mounted with a prototype shield installed. This allows for quick wiring and testing of code. In this photo the LED strip is a 12v white LED, however the final version will most likely have a RGB LED strip. This is an overkill application for the use of an Arduino, however the cost of the electronics is a very small percentage of the project.
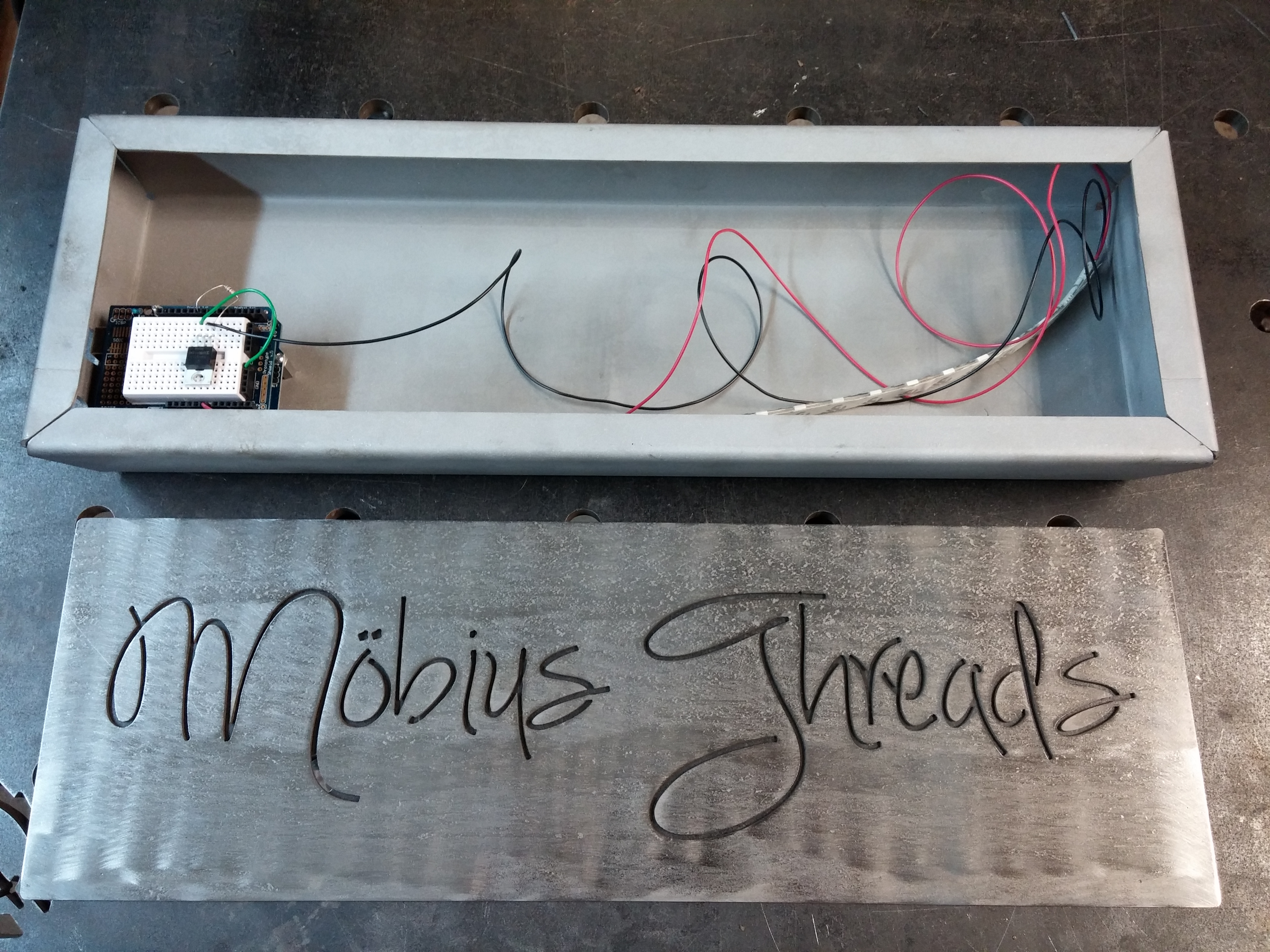
Here is the preliminary testing to get an idea of how bright things will look and allowing some experimentation with the code.
Before final assembly the front panel is drilled in all the center marked location (center marking was done by the CNC table prior to any plasma cutting). The corners of the box are TIG welded and ground down smooth. Then the box is then powder coated with wrinkle black powder. Here’s my daughter making sure all the rivets are accounted for prior to final assembly.

All the pieces ready for assembly (sans Arduino Uno).

Here the Arduino Uno installed, wired and ready to go. The Type B USB port is left open to allow for reprogramming of the Arduino, to the right of it is the power entry port. That allows an AC-to-DC adapter (wall-wart) 12v power supply to run the Arduino as well as power the LED’s.


This is just a prototype light box, once the design is solidified dozens of these will be made and sent out to retail shops carrying Möbius Threads line of scarves, headbands and breast feeding covers.
Game of Thrones and powder coating
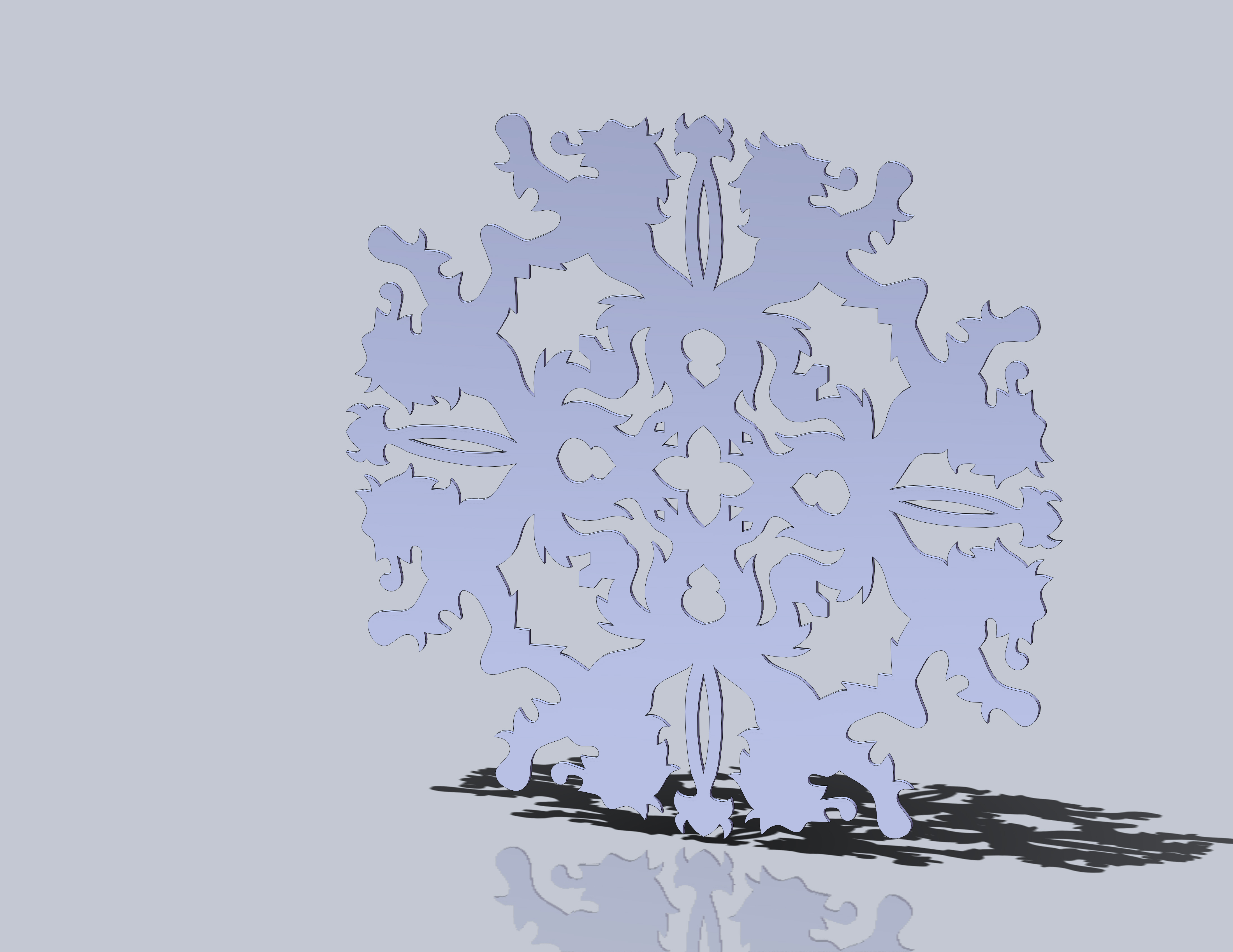
We’ve been busy working on a few NDA projects and lots of Christmas gifts. So the blog hasn’t been updated in a while. However we had a few neat projects come through. Here is a Game of Thrones snowflake that we cut out for a client.
First we got the .jpeg images from here. Then they were converted to vector format and then CNC cut out of 14ga steel, acid dipped, bead blasted and then powder coated. Here’s some of the shots of the process.






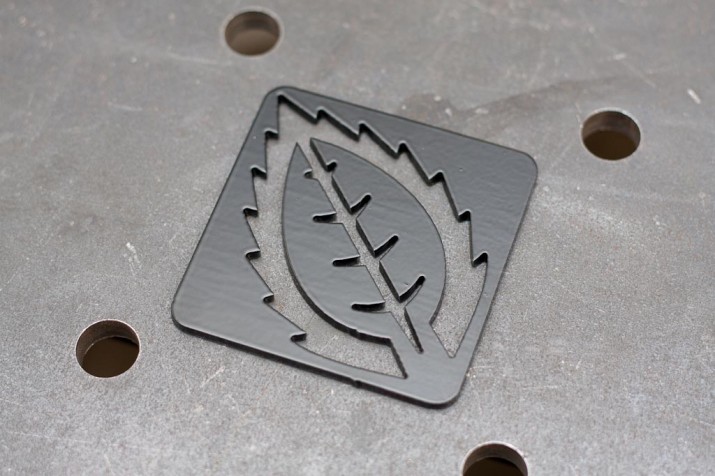
A few other items that were cut and powder coated at the same time.





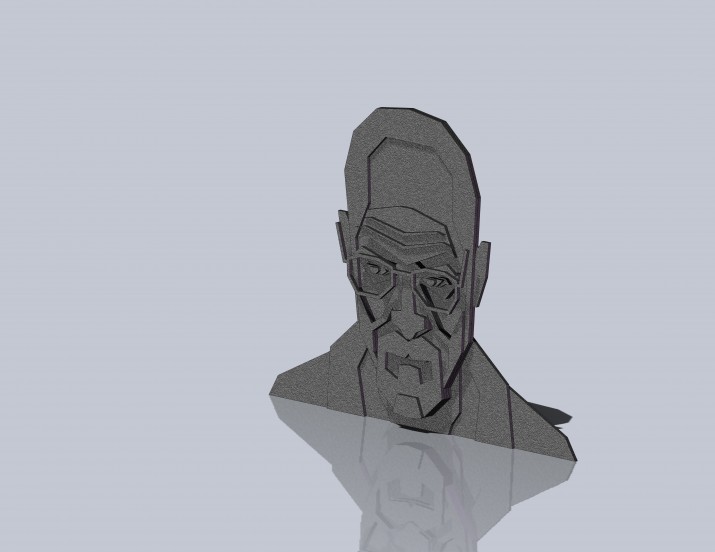
Speaking of TV shows, we’ve got a pretty cool Breaking Bad Heisenberg that will be CNC cut, TIG welded and powder coated in the new year. Follow us to keep up to date!
Wellhead casing project
We always have new and interesting projects come through the shop. This one was a wellhead casing project which consisted of a few tasks:
- mechanical design
- FEA (finite element analysis) testing
- CNC cutting and engraving
- TIG welding fabrication
- Powder coating
All these steps were done in house to reduce lead time and improve quality control.
Design
The design of this project was based loosely around the existing prototype developed. The prototype was quickly reverse engineered in order to have a 3D model to compare our new design against. This will allow us to compare the range of motion and limitations of the prototype vs the new proposed design. There was also a list of requirements that the new design had to achieve that the existing one couldn’t do or perform, one example is the lack of a guard on the sheave/pulley.
Here is the prototype, ready to be reverse engineered.

Here it is modeled up and mocked up on a small wellhead. The hardware was not modeled as they wouldn’t add any value to the new design.

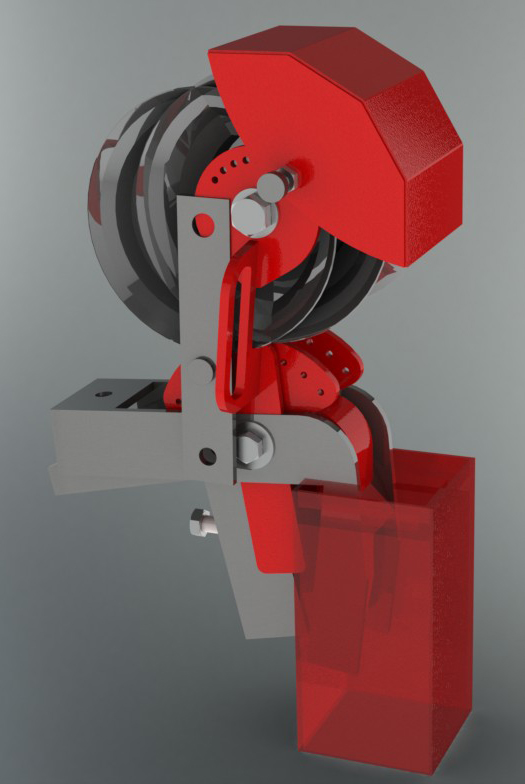
Now we began our design process taking the reverse engineered prototype into account. Here is the preliminary design compared to the prototype. The new design took requirements from the client as well as added a few other features to compact the design as well as make handling and setup easier. The handles on either side make carrying the unit easier as well as adjusting the position of the sheave. The handle is also located very near to the COG (center of gravity) of the part so it makes it very easy to carry. Here you can see the prototype and the new proposed design overlaid on top of each other.
Since the functionality of the new design is different in a few ways than the prototype, it is submit for a design review and no modifications were needed. The 3D model is then set it up for FEA (finite element analysis). The initial design is to show the concept of how it will work, now with taking loads into account we can factor in how it will actually perform and meet all the requirements of the client.
Here you can see a stress concentration on the arms, this was the final design, prior to this the concentration was higher around the radius as it was tighter. Just a simple tweak in the design and we minimized this stress to an acceptable level without any real added weight.
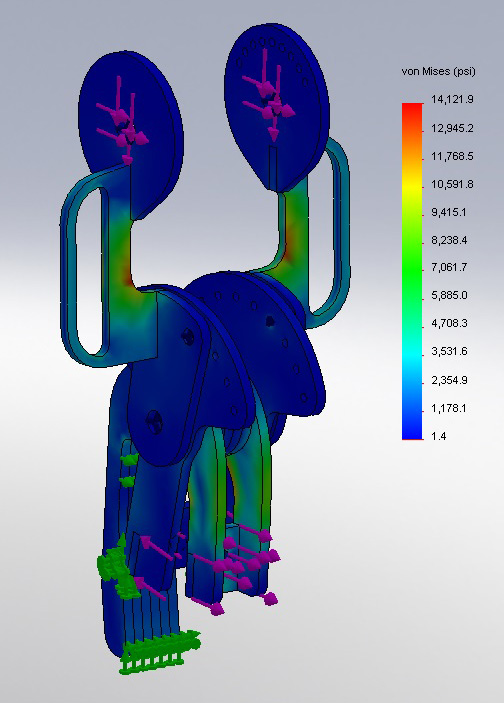
The design could have been optimized further by reducing the material thickness of members under low stress, however the design also considers the cost of fabrication. The minor cost increase and weight to a part being thicker than necessary outweighs the cost of having to load multiple sheets of various thickness material onto the CNC table to be cut. In this case everything was designed to be cut out of 1/4″ plate except for the top of the guard which would be done out of 10ga steel (1/4″ would have made it far too heavy and cumbersome). Here is the final design mocked up.
Now that the design achieves the clients requirements and has been approved, the project proceeds to the fabrication phase.
Fabrication
Once the design was completed all the parts were exported to our CAM software, nested and cut out of 1/4″ 44w steel plate. Hardware was brought in based on the hardware selected in the design.

Next the pieces were acid dipped to remove the mill scale to prepare it for welding and eventually powder coating. The TIG welding process does not cooperate well with burning through mill scale and it takes a tremendous amount of time to media blast mill scale off. Our in house acid bath works quick and takes little effort. The parts are susceptible to some light oxidization due to the steel being stripped bare, no protective coating is applied since it would have to be removed prior to welding and the part is going to be blasted prior to powder coating anyways.

Here the parts are being welded and tacked up.

These plates were sandwiched together and a groove was CNC cut in two locations, these locations were TIG welded to secure these pieces all together.


All the parts are 100% welded up, blasted and ready for powder coating.

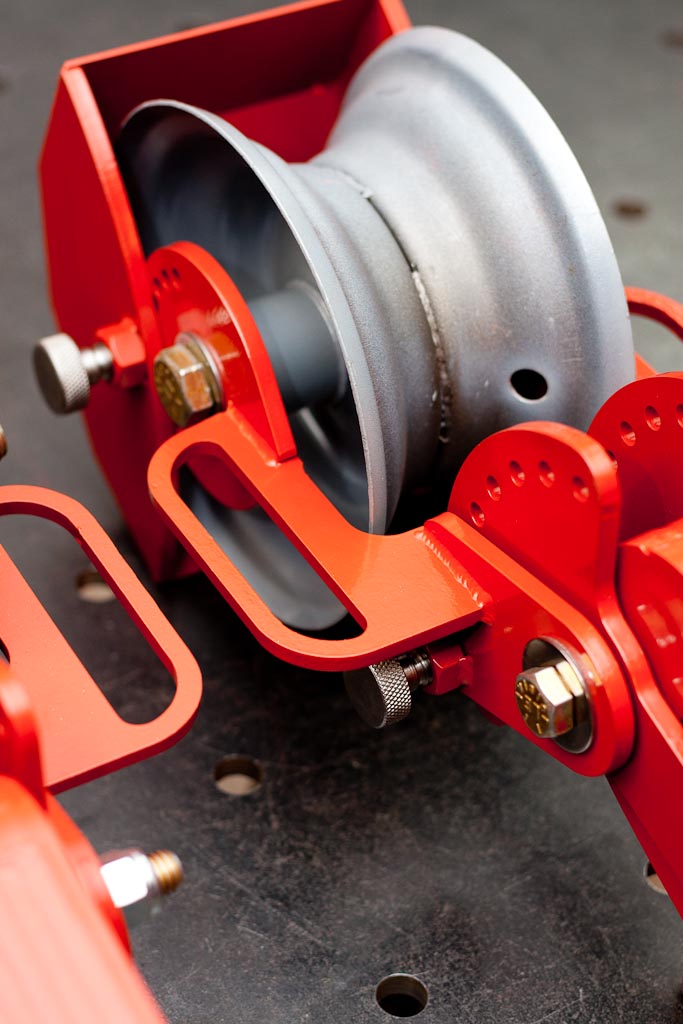
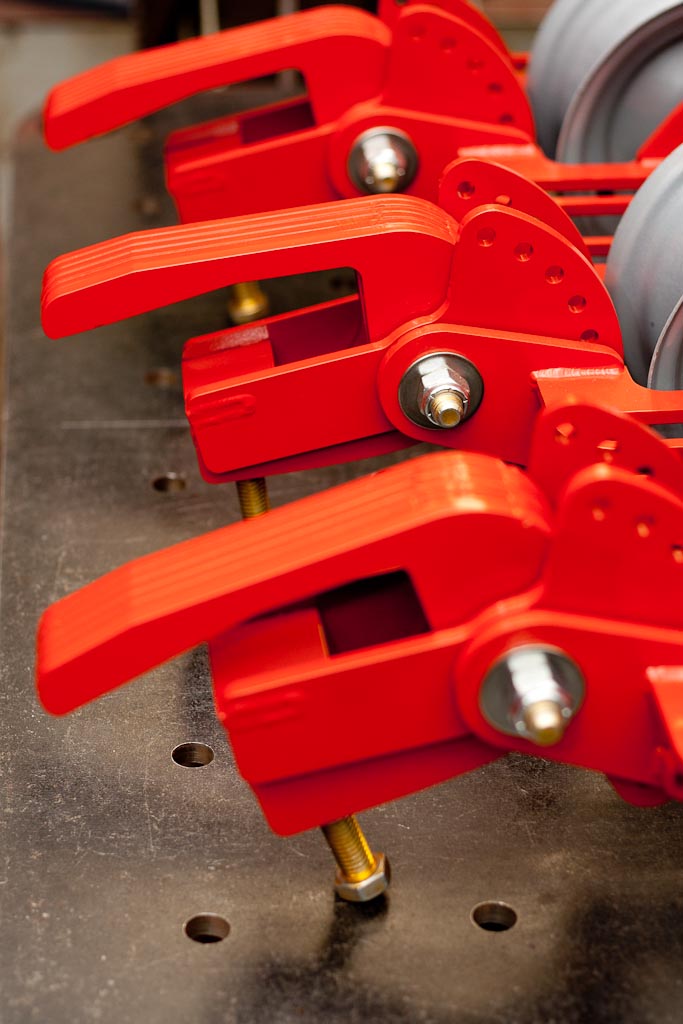
These parts were powder coated with RAL 3016 Coral Red. Here is one of the arms ready to be cured in the oven.

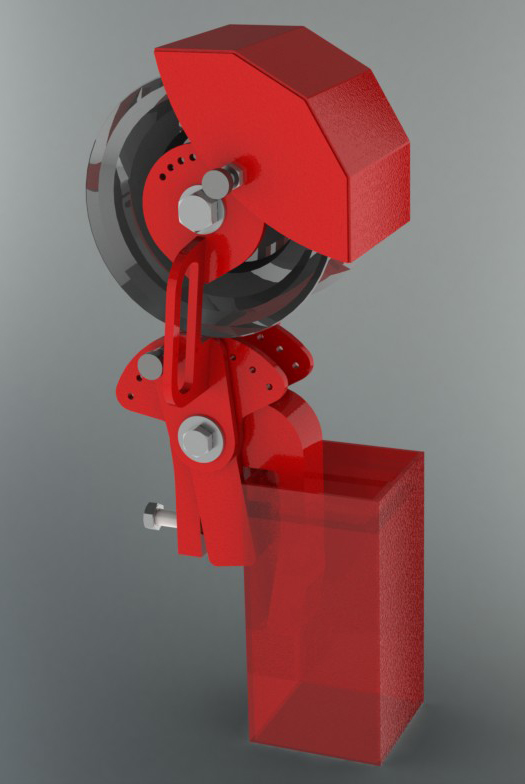
And here they are out of the oven, assembled and ready to be used.

This project started with a physical prototype and ended up with a commercial functioning/looking product. This project combined mechanical design, CNC cutting/engraving, TIG welding and our latest powder coating service. Everything with this project was done in house to reduce lead times and achieve the highest quality product for our client.
Powder coating and building mounts
We’ve been busy working on a variety of projects, some powder coating and building mounts for a 50″ light bar on a Dodge truck. Nothing too sophisticated with this project, just took some time and some careful measurements to ensure that everything lined up and time wasn’t wasted. We only had a few hours to knock this project out so there wasn’t really time for progress photos.
Here you can see the cardboard template on the left. The template is strictly to dictate the CNC cutting shape and bend locations. The template took 60-70% of the time to produce as the metal versions are exact replicas of it, so it had to be accurate. Once the cardboard template is acceptable it is redrawn in CAD and the new pieces are cut out of steel, the bend locations are slit 95% of the way. This makes manipulation of the steel easier in order to get the correct bend angles. Once the bend angles are determined from the temporary steel brackets, the final units are cut and formed to match the temporary steel brackets without the slit bend lines for maximum strength.

The customer had the parts painted and installed. Here is the final product installed (thanks to the customer supplied photos).


Another project we’re preparing for requires a fair bit of powdercoating, so before we shoot any production parts we did a bit of testing. Here is the first part we’ve powdered. It’s shot with a wrinkle red, super common for use on valve covers etc… We also have wrinkle black in stock as well. We just shot a simple part to begin with (it’s one of our custom box re-sizing tools, a variation of this one can be seen prior to powder on our Mannequin blog post).

We’re preparing powder coating for this project working it’s way down the line. More to come…


