-
See the Archives
- April 2015
- March 2015
- October 2014
- July 2014
- June 2014
- May 2014
- April 2014
- March 2014
- February 2014
- January 2014
- December 2013
- November 2013
- October 2013
- September 2013
- August 2013
- July 2013
- June 2013
- May 2013
- April 2013
- March 2013
- February 2013
- January 2013
- December 2012
- October 2012
- September 2012
- August 2012
- July 2012
- June 2012
- May 2012
- Filter by Category
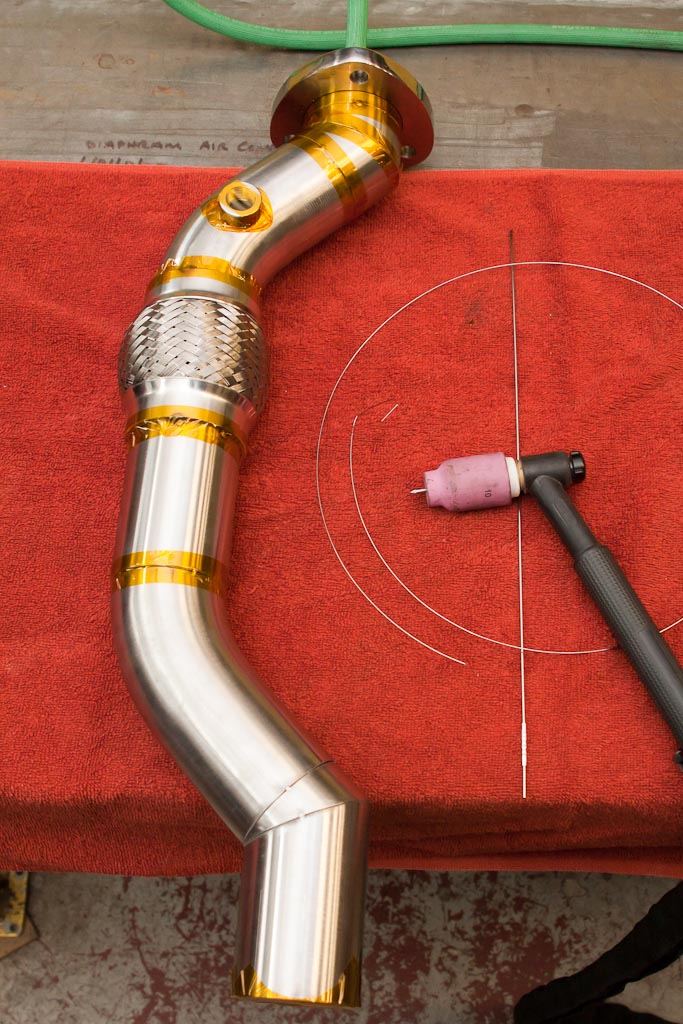
Stainless Steel midpipe section
We received a box with all the pieces required to build TIG weld this stainless steel midpipe. When you have a customer that provides parts with excellent fit-up it makes welding a breeze! All the pieces had index marks and were numbered so we knew what order to weld these pieces up and how they were orientated to each other. This midpipe is backpurged and TIG welded, we also used some Kapton tape to reduce wasting backpurge gas and to ensure no air was being brought inside the tubing.
We used some scrap rectangular tubing as spacers to keep everything nice and straight during the tacking process.

The midpipe is now ready for welding. Kapton tape is the best for sealing up tacked joints, it leaves no residue when removed, can withstand 400°C and makes anything stainless look like something from NASA. This allows for the use of less argon during backpurging which ultimately saves the customer money. Here we have all the joints taped up, and the argon is flowing inside the tubing to provide an inert atmosphere to protect the inside of the weld. After a few minutes we begin welding.
Some of the first beads. The welds look good on the outside, but also look just as good on the inside.

Welding in the O2 bung.

The stainless steel midpipe is completely done and ready to be packaged and sent back to our customer. Anything with a nice surface finish we wrap up with extra care in order to reduce the chances of any stray scratches. Repurposing towels works great for protecting the metalwork while in transit to the customer (along with shredded paper filler material).


